-
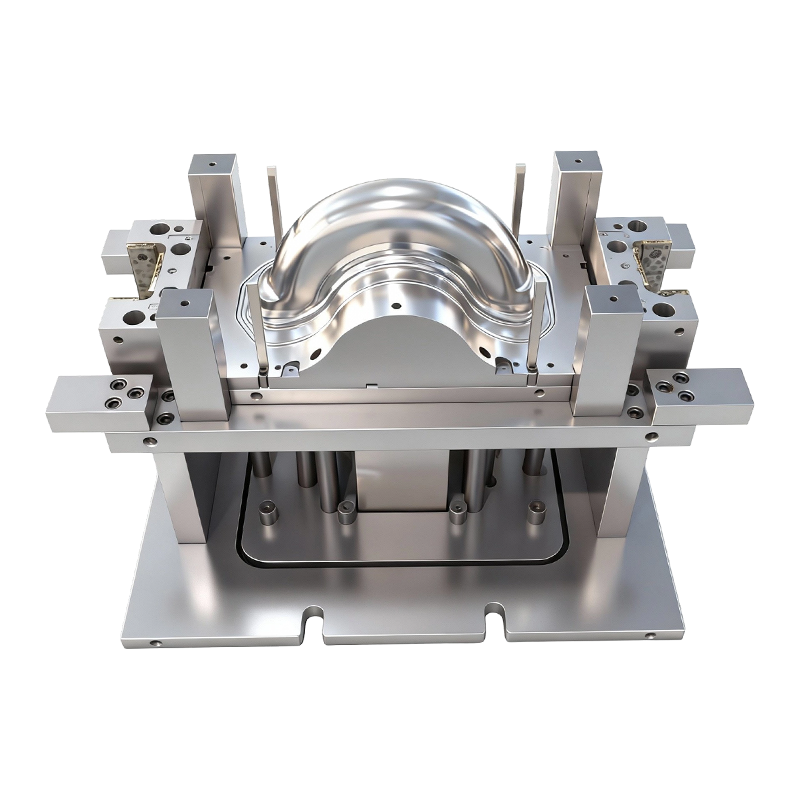
Пресс-форма для глубокой вытяжки передних и задних колес двухколесных электромобилей.
Эта форма глубокой вытяжки для передних и задни...
-
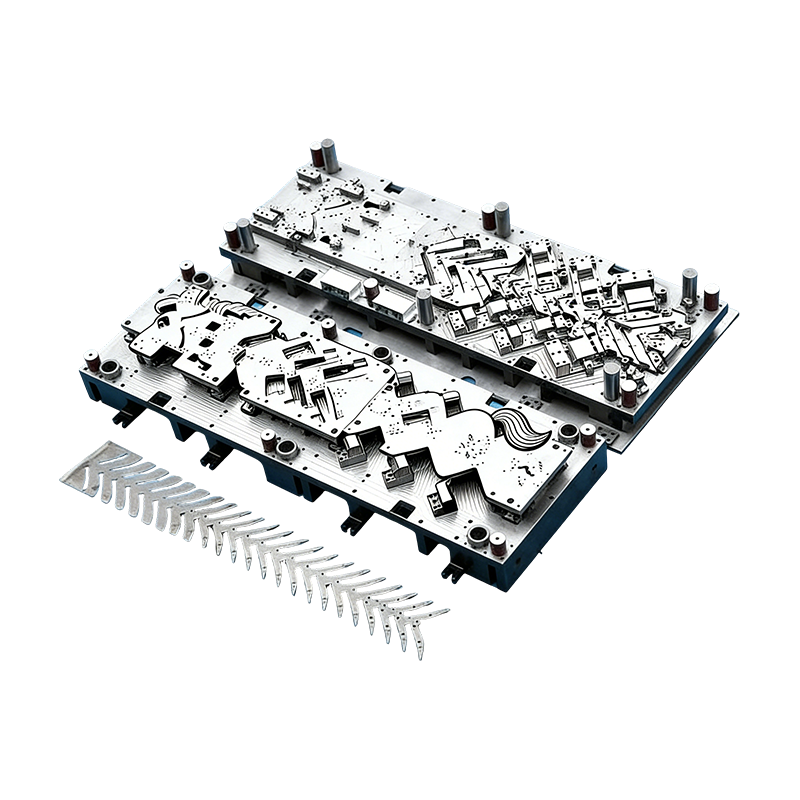
Прогрессивные формы для автомобильных деталей
Эта непрерывная пресс-форма для корпусов автомо...
-
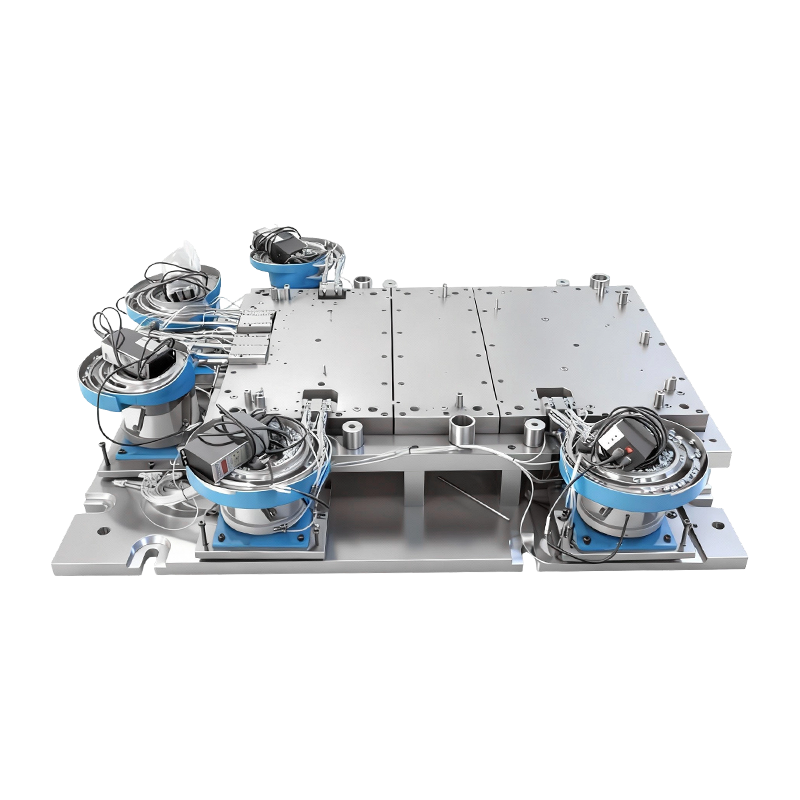
Автоматическая клепальная форма для большой компьютерной машины
Эта автоматическая клепальная форма для основан...
-
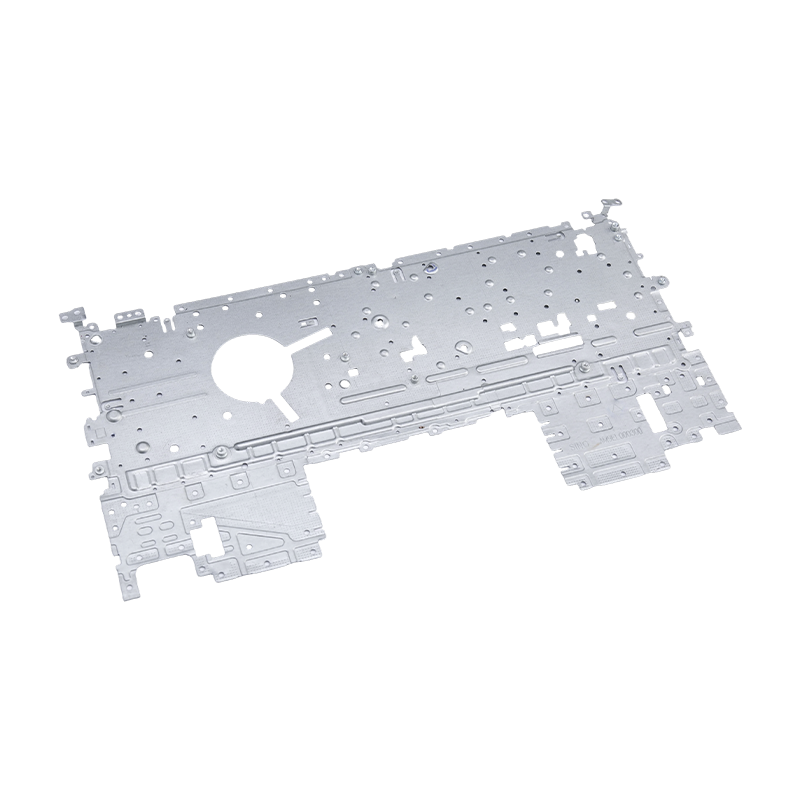
Штамповка деталей ноутбука
Наши штампованные детали для ноутбуков представ...
-
Высококачественные детали для штамповки в печи
Наши высококачественные детали для штамповки пе...
-
Высококачественные большие детали для компьютерной штамповки
Наши высококачественные детали для крупных комп...
Новости отрасли
Главная / Новости / Новости отрасли / В чем разница между традиционными и оптимизированными для моделирования автомобильными штампами?
В чем разница между традиционными и оптимизированными для моделирования автомобильными штампами?
2026-03-02
Почему сейчас так важен разрыв между традиционными и оптимизированными для моделирования штампами
Штамповочные штампы для автомобильной промышленности всегда были одними из наиболее технически сложных инвестиций в оснастку в автомобилестроении. Один комплект штампов для панели кузова может стоить сотни тысяч долларов на проектирование, обработку и время испытаний, а последствия неправильной конструкции измеряются не только затратами на доработку, но и задержкой запуска производства, увеличением количества брака и ухудшением качества деталей, которое распространяется на последующие сборочные операции. На протяжении десятилетий конструкция штампа опиралась на накопленные эмпирические знания опытных производителей инструментов: повторяющиеся физические испытания, ручная регулировка силы держателя заготовки и геометрии волочильного валика, а также постепенное усовершенствование методом проб и ошибок до тех пор, пока штамп не будет стабильно производить приемлемые детали.
Переход к автомобильным штампам, оптимизированным для моделирования, не произошел в одночасье, но его темпы резко ускорились, поскольку автомобильные программы стали одновременно более сложными и более сжатыми по времени. Электромобили, в частности, создали новые проблемы с материалами — корпуса аккумуляторов из магниево-алюминиевого сплава, структурные компоненты из сверхвысокой стали и сложные геометрические формы глубокой вытяжки, которые расширяют границы формования — которые традиционный эмпирический подход не может надежно решить в сжатые сроки разработки, которых требует рынок. Понимание конкретных различий между традиционным дизайном и производством штампов, оптимизированных с помощью моделирования, имеет важное значение для инженерных команд, оценивающих процессы разработки инструментов в 2025 году и в последующий период.
Как на самом деле работает разработка традиционных штамповочных штампов для автомобильной промышленности
Традиционная разработка штампов для автомобильной штамповки начинается с геометрии детали и спецификации материала, на основе которых опытный конструктор штампов создает концепцию штампа на основе установленных правил проектирования и сопоставления шаблонов с предыдущими аналогичными деталями. Геометрия пуансона, штампа, держателя заготовки и набора штампов определяется на основе сочетания формул из справочника, собственных рекомендаций по проектированию и решений дизайнеров. Размер заготовки оценивается с использованием методов на основе площади или упрощенного геометрического развертывания, а положения валиков вытяжки и удерживающие силы выбираются на основе общего опыта работы с сопоставимыми формами панелей, а не на анализе конкретного напряженного состояния в текущей детали.
На этапе физической проверки традиционный процесс либо подтверждает, либо выявляет ограничения этого подхода. Когда первоначальный штамп производит детали со складками в областях с низкими напряжениями, растрескиванием на малых радиусах, чрезмерным утончением материала в критических местах конструкции или упругим возвратом, который выталкивает формируемую геометрию за пределы диапазона допуска ±0,02 мм, необходимого для точной сборки панели кузова, ответом является физическое вмешательство: регулировка силы держателя заготовки с помощью дополнительных прокладок, изменение геометрии тянущего валика путем сварки и перешлифовки, изменение обработки поверхности в зонах высокого трения или сокращение поверхностей штампа для изменения структуры течения металла. Каждое вмешательство требует нового пробного запуска, а для сложных панелей могут потребоваться десятки итераций, прежде чем штамп будет производить стабильно приемлемые детали.
Финансовые последствия такого подхода значительны. Время физической проверки на большом трансферном прессе или линии прогрессивной штамповки стоит дорого, а инженерный труд, необходимый для диагностики дефектов, внесения изменений в конструкцию и выполнения модификаций, быстро накапливается на сложных панелях. Что еще более важно, эмпирический подход не дает никаких гарантий конвергенции: некоторые конструкции штампов, основанные исключительно на опыте, достигают локального оптимума, который невозможно улучшить без фундаментального изменения конструкции, и эта ситуация может не стать очевидной до тех пор, пока не будут сделаны значительные инвестиции в физическое оснащение.
Какие изменения в процессе разработки обеспечивает оптимизация конструкции штампа с помощью моделирования?
Разработка штампов для автомобильной штамповки, оптимизированная для моделирования, заменяет большую часть физического цикла проб и ошибок на виртуальный анализ формовки, проводимый до резки металла. Программное обеспечение для анализа методом конечных элементов (FEA) моделирует весь процесс формования — от контакта заготовки с держателем заготовки до полной глубины вытяжки — вычисляя напряжение, деформацию, распределение толщины и упругое поведение листового металла в соответствии с геометрией применяемого инструмента и условиями процесса. Результаты моделирования определяют потенциальные места дефектов: области, приближающиеся к предельной кривой формования, где повышен риск растрескивания, зоны накопления сжимающих напряжений, где может возникнуть образование складок, и области чрезмерного утонения, которые могут поставить под угрозу структурные характеристики или качество поверхности.
Крайне важно, что моделирование обеспечивает параметрическую оптимизацию, которая была бы практически невозможна при физических испытаниях. Усилие держателя заготовки можно изменять во всем возможном диапазоне за несколько минут вычислительного времени, чтобы найти значение, которое одновременно подавляет образование складок и предотвращает образование трещин — противоположные режимы отказа, которые делают калибровку силы держателя заготовки настолько сложной задачей при разработке традиционных штампов. Геометрию, положение и удерживающую силу вытяжного валика можно оптимизировать для каждого участка периметра заготовки независимо, учитывая зависящее от направления сопротивление потоку, необходимое для управления распределением металла в панелях сложной асимметричной геометрии. Выбор обработки поверхности, в том числе сверхгладкой отделки Ra ≤ 0,05 мкм, необходимой в зонах глубокой вытяжки, можно оценить с помощью исследований чувствительности коэффициента трения, которые количественно определяют, как улучшение качества поверхности влияет на результаты штамповки, прежде чем переходить к операциям механической обработки и чистовой обработки, которые их достигают.
Штампы глубокой вытяжки для компонентов электромобилей: где моделирование становится необходимым
Переход на электромобили создал проблемы формирования, которые делают моделирование не просто выгодным, но и практически необходимым. Штампы глубокой вытяжки для компонентов, предназначенных для электромобилей, в частности корпусов аккумуляторов из магниево-алюминиевого сплава с коэффициентом глубокой вытяжки, превышающим 2,5:1, работают на границе того, что материал может выдержать без сбоев. Предельное поведение алюминиевых сплавов при формовке принципиально отличается от мягких и высокопрочных сталей, в отношении которых накоплен опыт разработки традиционных автомобильных штамповочных штампов: алюминий демонстрирует меньшую формуемость, более сильные эффекты анизотропии и большую чувствительность к скорости деформации и температуре, чем традиционные марки стали для панелей кузова.
Инструменты моделирования, откалиброванные с использованием точных данных о свойствах материала, включая формирование предельных кривых, коэффициентов анизотропии и кривых напряжения течения, определенных в результате испытаний физических характеристик материала, могут предсказать, будет ли предлагаемая геометрия матрицы успешно формировать алюминиевый корпус батареи без трещин по радиусу пуансона или складок на фланце, прежде чем будут сделаны какие-либо инвестиции в инструмент. Эта возможность прогнозирования особенно ценна для коэффициентов глубокой вытяжки выше 2,5:1, когда технологическое окно между режимами разрушения из-за образования складок и растрескивания сужается до такой степени, что эмпирическая корректировка вряд ли позволит найти стабильное рабочее состояние без систематического вычислительного руководства.
Прогнозирование утончения материала является еще одним важным результатом моделирования для матриц глубокой вытяжки EV. Корпуса аккумуляторов и структурные компоненты электромобилей имеют определенные требования к минимальной толщине стенок, основанные на структурном анализе и стандартах безопасности. Моделирование позволяет разработчикам штампов убедиться, что утонение в наиболее сильно растянутых областях остается в допустимых пределах во всем диапазоне производственных изменений — разброс свойств материала, допуск на толщину заготовки, изменение условий смазки — а не только в номинальной расчетной точке, которую представляет физическое испытание.
Прямое сравнение: разработка традиционных штампов и штампов, оптимизированных с помощью моделирования
Практические различия между двумя подходами лучше всего можно понять по ключевым аспектам, которые влияют на стоимость программы, сроки и качество результатов:
| Аспект развития | Традиционный подход | Подход, оптимизированный с помощью моделирования |
| Срок обнаружения дефекта | Физические испытания, постмеханическая обработка | Виртуальный анализ, предварительная обработка |
| Оптимизация силы держателя заготовки | Эмпирическая регулировка прокладки | Параметрическая развертка FEA |
| Возможности материала Алюминий/EV | Ненадежный коэффициент вытяжки выше 2,0:1. | Валидировано для соотношений, превышающих 2,5:1. |
| Управление пружинным возвратом | Сокращение компенсации методом проб и ошибок | Прогнозирование и предварительная компенсация в CAD |
| Достижение допуска (±0,02 мм) | Требуется несколько пробных итераций | Возможность первого попадания значительно выше |
| Риск выбора времени программы | Высокая, пробные итерации непредсказуемы | Сокращено, основные проблемы решены виртуально |
Интеграция интеллектуального мониторинга и роль модульных структур штампов
Оптимизация моделирования не заканчивается, когда конструкция штампа завершена и обработана. Современные автомобильные штампы для штамповки все чаще включают в себя интеллектуальные системы мониторинга — встроенные в штамп датчики, измеряющие распределение силы держателя заготовки, датчики акустической эмиссии, обнаруживающие возникновение трещин, и системы технического зрения, проверяющие геометрию детали при скорости прессования, — которые обеспечивают обратную связь в режиме реального времени во время производства. Эта инфраструктура мониторинга позволяет инженерам-технологам обнаруживать отклонения от оптимизированных условий формования, которые моделирование установило как стабильное рабочее окно, инициируя корректирующие действия до увеличения количества дефектов, а не после накопления брака.
Модульные конструкции штампов еще больше расширяют ценность оптимизации моделирования, позволяя заменять отдельные компоненты штампа — вставки в критических для износа местах, сегменты волочильных валиков, секции держателей заготовок — независимо, когда износ ухудшает их геометрию ниже допуска, необходимого для поддержания оптимизированных условий штамповки. Вместо того, чтобы выводить из эксплуатации весь набор штампов, когда одна область приближается к износу, модульная конструкция позволяет целенаправленно заменять затронутые компоненты, сохраняя инвестиции в оставшуюся конструкцию штампа и сохраняя качество обработки поверхности — Ra ≤ 0,05 мкм в критических зонах формования — от которого зависит оптимизированный с помощью моделирования процесс для обеспечения стабильных условий трения и качества детали.
Практическое руководство для инженерных групп, оценивающих переход
Инженерные группы, рассматривающие переход от традиционной разработки автомобильных штампов к разработке штампов, оптимизированных с помощью моделирования, должны оценить свой текущий процесс по нескольким практическим критериям. Аргументы в пользу инвестиций в моделирование наиболее убедительны, когда программа включает в себя любую из следующих характеристик, с которыми традиционные эмпирические методы плохо справляются:
- Усовершенствованные высокопрочные материалы из стали или алюминиевых сплавов, где предельные пределы формования узки, а изменение свойств материала существенно влияет на риск возникновения дефектов.
- Штампы для глубокой вытяжки, обеспечивающие коэффициент вытяжки выше 2,0:1, особенно для корпусов аккумуляторов электромобилей и полых конструктивных элементов, где пределы утончения материала жестко определены.
- Панели кузова с требованиями к поверхности класса А, где дефекты складок или прогибов поверхности являются косметически неприемлемыми и недопустимы даже временно во время испытаний.
- Программы со сжатыми сроками разработки, где расширенные итерации физических испытаний представляют собой неприемлемый риск для графика.
- Штампы для крупносерийного производства, где амортизированные затраты на инвестиции в моделирование незначительны по сравнению с повышением эффективности производства за счет более стабильного и надежного процесса формования.
Инвестиции, необходимые для реализации разработки автомобильных штамповочных штампов, оптимизированных для моделирования, включают лицензирование программного обеспечения, тестирование характеристик материалов для создания точных карточек материалов для моделирования, а также развитие инженерных навыков, необходимых для интерпретации результатов моделирования и преобразования их в практические решения по проектированию штампов. Эти затраты реальны, но они последовательно окупаются за счет сокращения времени физических испытаний, снижения уровня брака во время запуска производства и устранения модификаций штампов на поздних стадиях, которые представляют собой одни из самых дорогостоящих вмешательств в разработку автомобильной программы. Для предприятий, производящих штампы как для традиционных панелей кузова, так и для легких компонентов для электромобилей, возможность моделирования — это не мечта будущего, а нынешнее конкурентное требование.

Предыдущий пост
Каковы ключевые различия между микроштамповкой и стандартными электронными деталями?
Следующий пост
Как современные высокопрочные стали меняют производство автомобильных штампованных деталей?
Наш Продукты.
Начните свой бизнес с OEM-производителем прямо здесь!
Предоставление клиентам по всему миру комплексных решений «под ключ»
через
инновация!
БЫСТРЫЕ ССЫЛКИ
НОВОСТИ
КОНТАКТНАЯ ИНФОРМАЦИЯ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 № 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
№ 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
Авторское право © Сучжоу Shuangqisi Mold Equipment Co., Ltd. Все права защищены. Штамповочная матрица на заказ Производители штампов для штамповки металла
