-
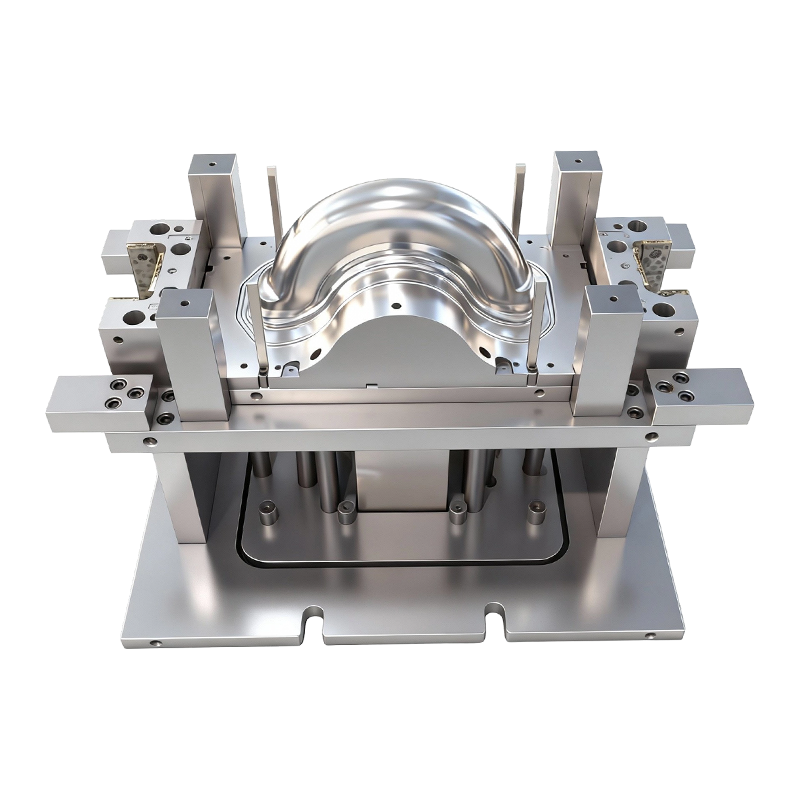
Пресс-форма для глубокой вытяжки передних и задних колес двухколесных электромобилей.
Эта форма глубокой вытяжки для передних и задни...
-
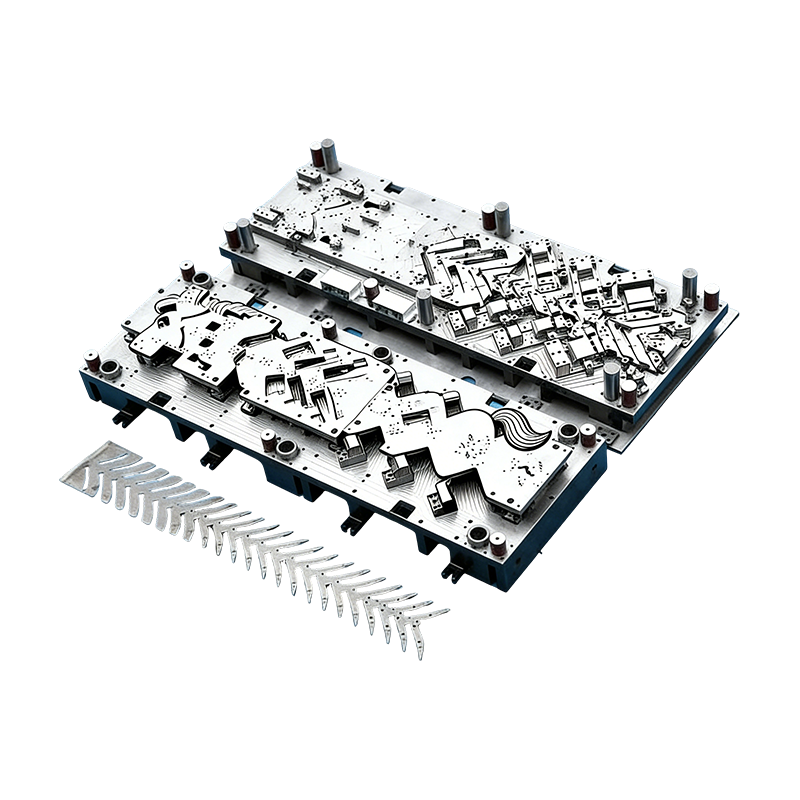
Прогрессивные формы для автомобильных деталей
Эта непрерывная пресс-форма для корпусов автомо...
-
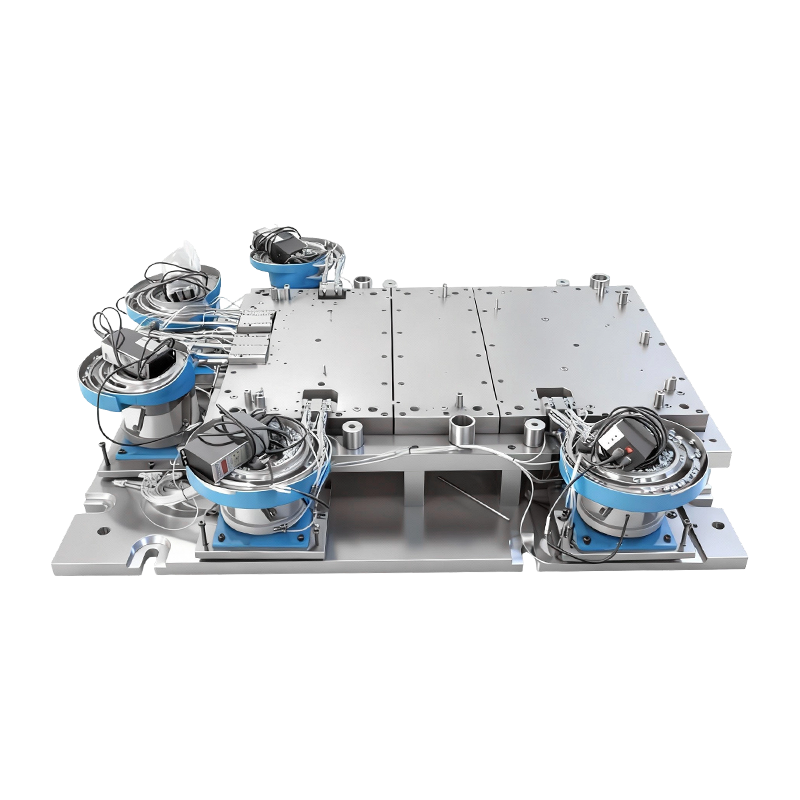
Автоматическая клепальная форма для большой компьютерной машины
Эта автоматическая клепальная форма для основан...
-
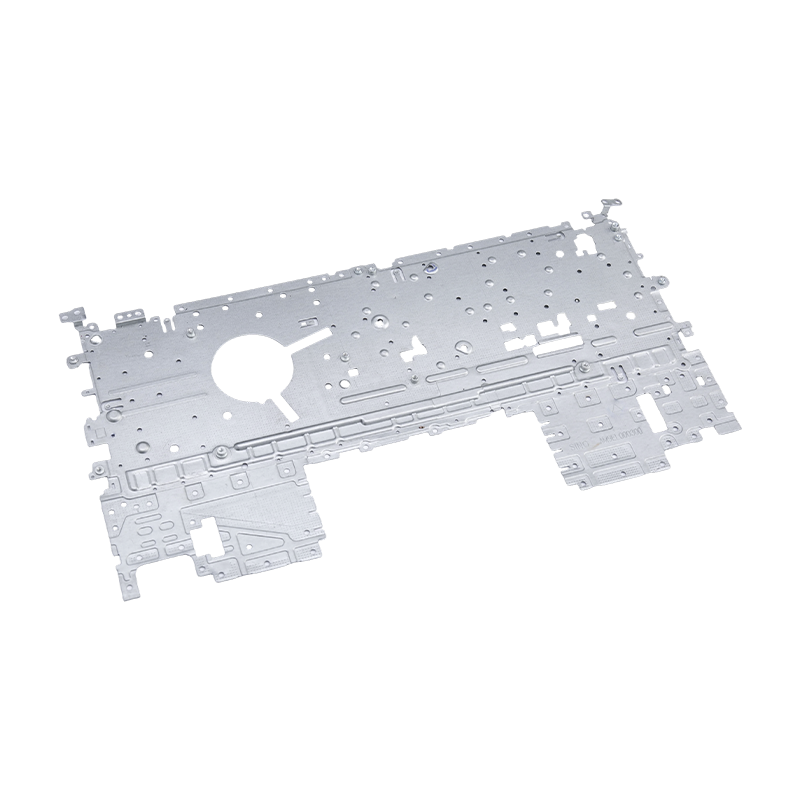
Штамповка деталей ноутбука
Наши штампованные детали для ноутбуков представ...
-
Высококачественные детали для штамповки в печи
Наши высококачественные детали для штамповки пе...
-
Высококачественные большие детали для компьютерной штамповки
Наши высококачественные детали для крупных комп...
Новости отрасли
Главная / Новости / Новости отрасли / Каковы ключевые различия между микроштамповкой и стандартными электронными деталями?
Каковы ключевые различия между микроштамповкой и стандартными электронными деталями?
2026-03-09
Понимание деталей электронной штамповки и их роли в современной электронике
Детали электронной штамповки представляют собой прецизионные металлические компоненты, изготовленные с помощью прогрессивного или трансферного процесса штамповки, в котором плоский металлический лист или рулонная заготовка постепенно формируется, штампуется, сгибается и формируется с помощью закаленных комплектов штампов для получения готовых деталей с жесткими размерными допусками. Эти компоненты составляют структурную и электрическую основу практически каждого современного электронного устройства — от потребительских смартфонов и ноутбуков до автомобильных модулей управления, медицинских имплантатов и промышленных датчиков. Эта категория включает в себя огромное разнообразие типов компонентов, включая клеммы, разъемы, экраны, кронштейны, контакты, выводные рамки, теплораспределители и пружинные элементы, все они имеют общую характеристику: они изготовлены из листового металла, а не обработаны из твердой заготовки или отлиты из расплавленного металла. В широком мире деталей электронной штамповки различие между микроштамповкой и стандартной штамповкой представляет собой одну из наиболее практически важных разделительных линий в производственных возможностях, технологических требованиях и пригодности для конечного использования.
Определение стандартных деталей электронной штамповки: размеры и возможности
Стандартные детали электронной штамповки занимают промежуточное положение в штамповочной промышленности, охватывая компоненты с размерами элементов и толщиной материала, которые обычные штамповочные инструменты и стандартные штамповочные прессы могут надежно производить в больших объемах. На практике стандартные детали электронной штамповки обычно изготавливаются из листового металла толщиной примерно от 0,15 мм до 3,0 мм, с перфорированными отверстиями, формованными элементами и радиусами изгиба, которые измеряются в десятых долях миллиметра, а не в микронах. Допуски на размеры стандартных деталей электронной штамповки обычно находятся в диапазоне от ±0,05 мм до ±0,1 мм, что достижимо с помощью хорошо обслуживаемых традиционных инструментов на прессовом оборудовании, от 25-тонных настольных агрегатов до 400-тонных трансферных прессов для более крупных компонентов.
Диапазон материалов для стандартных деталей электронной штамповки широк и включает холоднокатаную сталь, нержавеющую сталь марок 301 и 304, медные сплавы, такие как латунь C110, C194 и C260, алюминиевые сплавы 1100 и 3003, а также нейзильбер. Варианты отделки поверхности, включая гальваническое покрытие оловом, никелем, серебром или золотом, обычно применяются к стандартным деталям электронной штамповки для достижения характеристик контактного сопротивления, коррозионной стойкости и паяемости, необходимых для их конкретной схемы или механической функции. Объемы производства стандартных деталей электронной штамповки могут варьироваться от тысяч до сотен миллионов штук в год, при этом прогрессивная штамповая оснастка обеспечивает скорость цикла от 100 до 800 ходов в минуту в зависимости от сложности детали и размера пресса.
Что определяет микроштамповку и где она отличается от стандартной практики
Микроштамповка появляется, когда требования к размерам деталей электронной штамповки превышают возможности стандартных инструментов и средств управления процессом. Хотя не существует общепризнанного порога, микроштамповка обычно начинается, когда толщина материала падает ниже 0,1 мм, когда размеры перфорированных элементов приближаются или превышают соотношение 1:1 к толщине материала (то есть диаметры отверстий равны или меньше толщины перфорируемого листа) или когда общие размеры детали измеряются в однозначных миллиметрах с допусками, ужесточенными до ±0,005–±0,02 мм. В этом масштабе физические законы, управляющие деформацией металла, износом инструмента и динамикой пресса, требуют принципиально иных подходов к проектированию матрицы, выбору пресса, управлению процессом и контролю качества по сравнению со стандартным производством деталей электронной штамповкой.
Неустанное стремление электронной промышленности к миниатюризации является основной силой, расширяющей рынок микроштампованных электронных штампованных деталей. Разъемы для смартфонов, компоненты слуховых аппаратов, корпуса носимых датчиков, контакты проводов кардиостимулятора, упаковка устройств MEMS и рамки выводов микросхем с мелким шагом — все это требует микроштампованных элементов, которые просто невозможно изготовить в соответствии со спецификациями с использованием традиционных методов штамповки. Разрыв между возможностями стандарта и микроштамповки увеличился по мере ускорения миниатюризации устройств, что делает различие между этими двумя категориями все более коммерчески и технически значимым.
Проектирование оснастки и изготовление штампов: где различия наиболее заметны
Штамповая оснастка, используемая для производства микроштампованных деталей электронной штамповки, отличается от стандартной оснастки практически во всех аспектах конструкции, характеристик материалов и производственного процесса. Стандартные прогрессивные штампы для электронной штамповки деталей изготавливаются из инструментальных сталей, таких как D2, M2 или DC53, при этом зазоры пуансона и штампа обычно составляют 5–10% толщины материала с каждой стороны. При стандартных размерах эти зазоры достижимы с помощью обычного шлифовального и электроэрозионного оборудования с ЧПУ, а полученные инструменты позволяют изготавливать миллионы деталей, прежде чем потребуется их ремонт.
Штампы для микроштамповки миниатюрных деталей электронной штамповки требуют зазоров, измеряемых однозначными микронами — иногда всего лишь 1–3 микрона на сторону для самых мелких деталей — требующих компонентов матрицы, изготовленных на сверхточных шлифовальных станках и профильном электроэрозионном оборудовании, способном выдерживать допуски ± 0,001 мм или выше. Диаметр пуансона для микроштампованных элементов может составлять всего 0,05 мм, при этом пуансон становится механически хрупким и подвержен отклонению под действием боковых сил, возникающих во время штамповки. Конструкторы штампов компенсируют это за счет расположения направляющих втулок, которые поддерживают пуансон близко к режущей поверхности, уменьшенной длины входа в штамп, что сводит к минимуму длину пуансона без опоры, а также контролируемого выравнивания пуансона к штампу, достигаемого за счет прецизионных шлифованных направляющих стоек и втулок с зазорами микронного уровня.
Твердосплавная оснастка — в частности, марки карбида вольфрама, выбранные из-за сочетания твердости, ударной вязкости и прочности на сжатие — по существу является обязательным для производства микроштампованных деталей для электронной штамповки. Скорость износа инструментальной стали при микроразмерах пуансона сделает оснастку экономически невыгодной в течение короткого производственного цикла. Твердосплавные штампы, хотя их изготовление значительно дороже, чем эквиваленты из инструментальной стали, обеспечивают износостойкость и стабильность размеров, необходимые для сохранения размера элемента и качества кромки на протяжении миллионов ходов, необходимых для экономически эффективного производства микроштампованных деталей для электронной штамповки.
Требования к прессовому оборудованию и управлению технологическими процессами
Прессовое оборудование, используемое для микроштамповки деталей электронной штамповки, существенно отличается от характеристик стандартных штамповочных прессов. Стандартное производство деталей электронной штамповки допускает определенную степень отклонения рамы пресса, изменение параллельности слайдов и динамическую вибрацию, которая была бы катастрофической на микромасштабе. Прессы для микроштамповки созданы с учетом существенно более жестких требований к направляющим направляющих — обычно параллельность 0,003 мм или лучше — с использованием направляющих скольжения на гидростатических или прецизионных роликовых подшипниках, которые поддерживают постоянную высоту закрытия независимо от эксцентричной нагрузки из-за асимметричной геометрии деталей.
Микроштамповочные прессы с сервоприводом предлагают особые преимущества при производстве прецизионных электронных штампованных деталей в микромасштабах. Возможность программировать произвольные профили движения ползуна — медленный подход к контакту для деликатных функций, быстрый возврат для оптимизации времени цикла, контролируемое пребывание в нижней мертвой точке для операций чеканки — обеспечивает уровень гибкости процесса, с которым не могут сравниться механические прессы с кривошипным приводом. Сервопрессы также устраняют пики энергии, связанные с механическими прессами с маховиком, уменьшая вибрацию, передаваемую на матрицу, и улучшая размерную стабильность при длительном производстве микроштампованных деталей электронной штамповки.
Параллельное сравнение ключевых характеристик
В таблице ниже представлено структурированное сравнение принципиальных различий между микроштамповкой и стандартными процессами изготовления деталей электронной штамповки по размерам, наиболее важным для инженеров-конструкторов и специалистов по закупкам:
| Характеристика | Стандартные детали для электронной штамповки | Микроштампованные детали для электронной штамповки |
| Диапазон толщины материала | 0,15 мм – 3,0 мм | 0,01 мм – 0,1 мм |
| Размерный допуск | ±0,05 мм – ±0,1 мм | ±0,005 мм – ±0,02 мм |
| Зазор матрицы с каждой стороны | 5–10 % толщины материала | 1–3 микрона абсолютный |
| Инструментальный материал | Инструментальная сталь (Д2, М2, ДЦ53) | Карбид вольфрама |
| Тип прессы | Механический/гидравлический | Прецизионная серво/гидростатическая направляющая |
| Типичная частота гребков | 100–800 выстрелов в минуту | 200–1500 ходов в минуту (оптимизировано с помощью сервопривода) |
| Метод проверки | КИМ, оптический компаратор | Системы технического зрения, СЭМ, конфокальная микроскопия |
| Стоимость оснастки | Умеренный | От высокого до очень высокого |
Различия в выборе материалов для микромасштабных деталей электронной штамповки
Выбор материала для микроштампованных деталей электронной штамповки предполагает дополнительные ограничения, помимо тех, которые применяются к стандартным компонентам. При толщине менее 0,1 мм микроструктура металла становится напрямую связана с поведением при штамповке — размер зерна по отношению к толщине материала может вызвать неравномерную деформацию, образование заусенцев и изменение качества кромки, которые были бы незначительными при стандартной толщине. В приложениях микроштамповки обычно используются материалы с контролируемой зернистой структурой, часто обозначаемые спецификациями ASTM или JIS для мелкозернистой структуры, чтобы обеспечить постоянную текучесть металла и качество режущей кромки на протяжении всей операции штамповки.
Медные сплавы остаются наиболее распространенными проводниковыми материалами для микроштампованных деталей электронной штамповки, особенно марки C194 (медь-железо-фосфор) и C7025 (медь-никель-кремний), которые обеспечивают хорошую электропроводность в сочетании с пружинными характеристиками и формуемостью, необходимыми для миниатюрных контактов и клемм. Бериллиево-медные сплавы, особенно C17200 в отожженном состоянии, предназначены для микроштампованных пружинных контактов, где требуется максимальное упругое отклонение под нагрузкой, хотя их обработка требует пристального внимания к контролю здоровья и безопасности во время операций штамповки и отделки.
Проблемы контроля качества и измерения на микроуровне
Проверка соответствия размеров микроштампованных деталей электронной штамповки требует контрольного оборудования и методологий, которые выходят далеко за рамки стандарта координатно-измерительных машин и оптических компараторов в большинстве лабораторий качества штамповки. Размеры элементов, измеряемые в десятках микрон, требуют бесконтактных оптических измерительных систем — обычно автоматизированных систем машинного зрения с объективами с субмикронным разрешением и телецентрической оптики — способных измерять сотни элементов на деталь за секунды на скорости производственной линии. Для наиболее важных размеров сканирующая электронная микроскопия (СЭМ) обеспечивает разрешение, необходимое для оценки качества кромки, высоты заусенцев и состояния поверхности на уровне детализации, недостижимом с помощью световой оптики.
Статистический контроль процесса микроштамповки деталей электронной штамповки должен осуществляться на уровне строгости, выходящем за рамки типичных программ SPC, применяемых для производства стандартных деталей электронной штамповки. Износ штампа на микромасштабе приводит к скорости отклонения размеров, которая может превышать границы допуска в течение одной производственной смены, а не в течение многодневных производственных циклов, типичных для стандартных инструментов. SPC в режиме реального времени с автоматической обратной связью для параметров пресса — регулировка высоты закрытия, скорости подачи и подачи смазки в ответ на измеренные изменения размеров — становится все более стандартной практикой в ведущих операциях микроштамповки, обслуживающих сектор прецизионной электроники.
Выбор между микро- и стандартными деталями электронной штамповки для вашего применения
Решение о выборе микроштампованных или стандартных деталей электронной штамповки должно основываться на объективных функциональных требованиях, а не на предположении, что более жесткие допуски всегда позволяют получить более качественную продукцию. Стандартные детали электронной штамповки подходят всякий раз, когда требования к размерам, электрическим и механическим характеристикам приложения могут быть выполнены в пределах возможностей традиционной штамповки - и в большинстве приложений электронной сборки они могут. Значительно более низкая стоимость оснастки, более широкая база поставщиков и более простой контроль качества, присущий стандартным деталям электронной штамповки, представляют собой настоящие преимущества, от которых нельзя отказываться без четкого функционального обоснования.
Микроштамповку следует использовать в тех случаях, когда миниатюризация является настоящей движущей силой дизайна — когда уменьшенные размеры компонентов позволяют значительно улучшить производительность устройства, плотность интеграции или удобство для конечных пользователей, что оправдывает более высокие инвестиции в инструменты и более сложное управление цепочкой поставок. Области применения, включая сверхминиатюрные разъемы для имплантируемых медицинских устройств, пружинные контакты размером менее миллиметра для носимых датчиков, выводные рамки с малым шагом для усовершенствованных корпусов микросхем и прецизионные экранирующие компоненты для радиочастотных модулей, — все это представляет собой случаи, когда возможности микроштампованных электронных штампованных деталей обеспечивают функциональную ценность, которую невозможно воспроизвести в стандартном масштабе.

Предыдущий пост
Штамповка металлических деталей для автомобилей и бытовой техники: процессы, материалы и стандарты качества
Следующий пост
В чем разница между традиционными и оптимизированными для моделирования автомобильными штампами?
Наш Продукты.
Начните свой бизнес с OEM-производителем прямо здесь!
Предоставление клиентам по всему миру комплексных решений «под ключ»
через
инновация!
БЫСТРЫЕ ССЫЛКИ
НОВОСТИ
КОНТАКТНАЯ ИНФОРМАЦИЯ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 № 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
№ 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
Авторское право © Сучжоу Shuangqisi Mold Equipment Co., Ltd. Все права защищены. Штамповочная матрица на заказ Производители штампов для штамповки металла
