
-
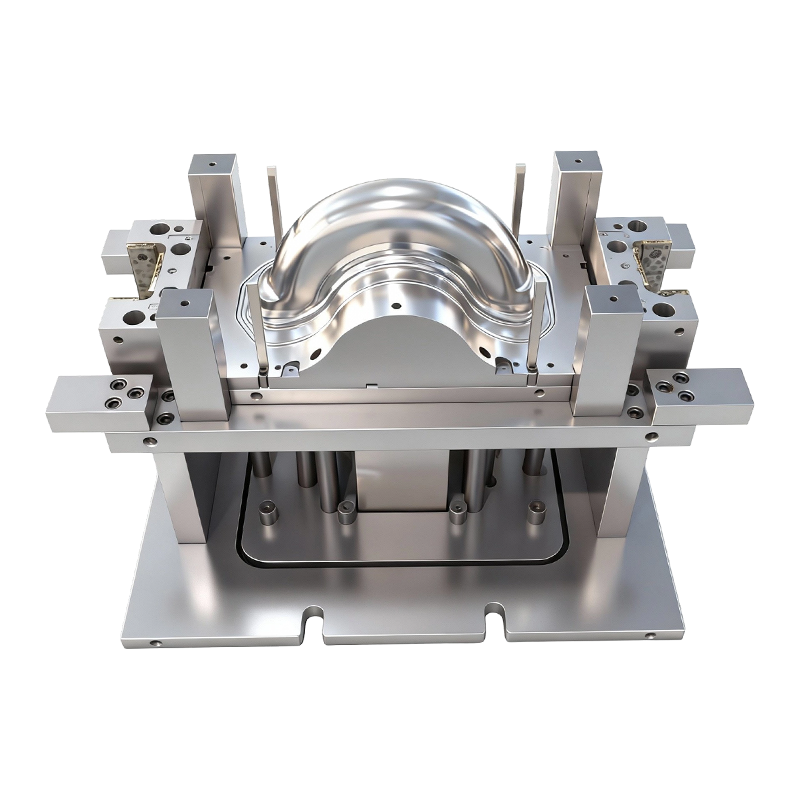
Пресс-форма для глубокой вытяжки передних и задних колес двухколесных электромобилей.
Эта форма глубокой вытяжки для передних и задни...
-
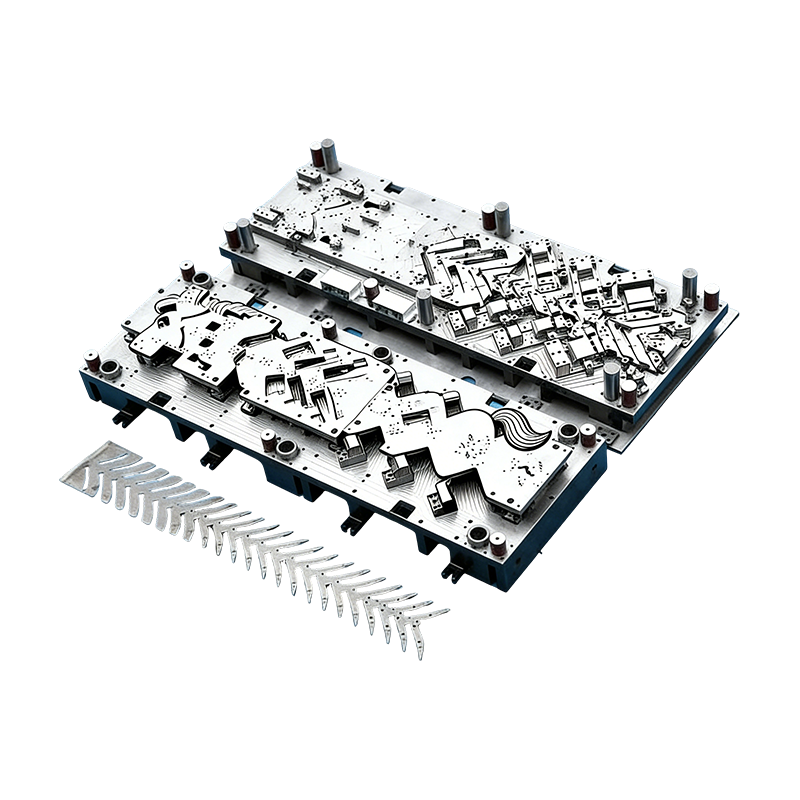
Прогрессивные формы для автомобильных деталей
Эта непрерывная пресс-форма для корпусов автомо...
-
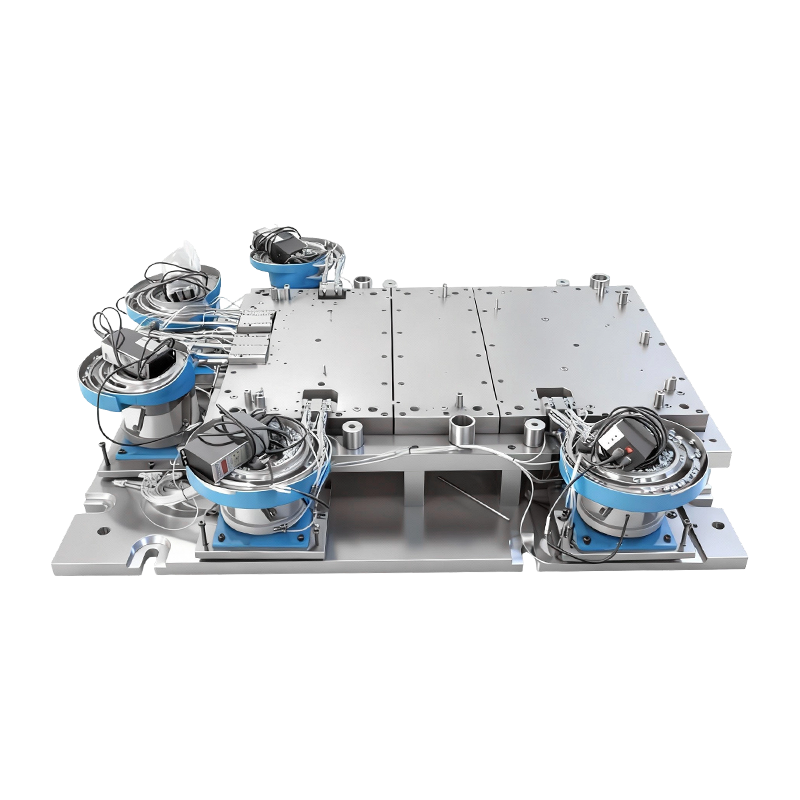
Автоматическая клепальная форма для большой компьютерной машины
Эта автоматическая клепальная форма для основан...
-
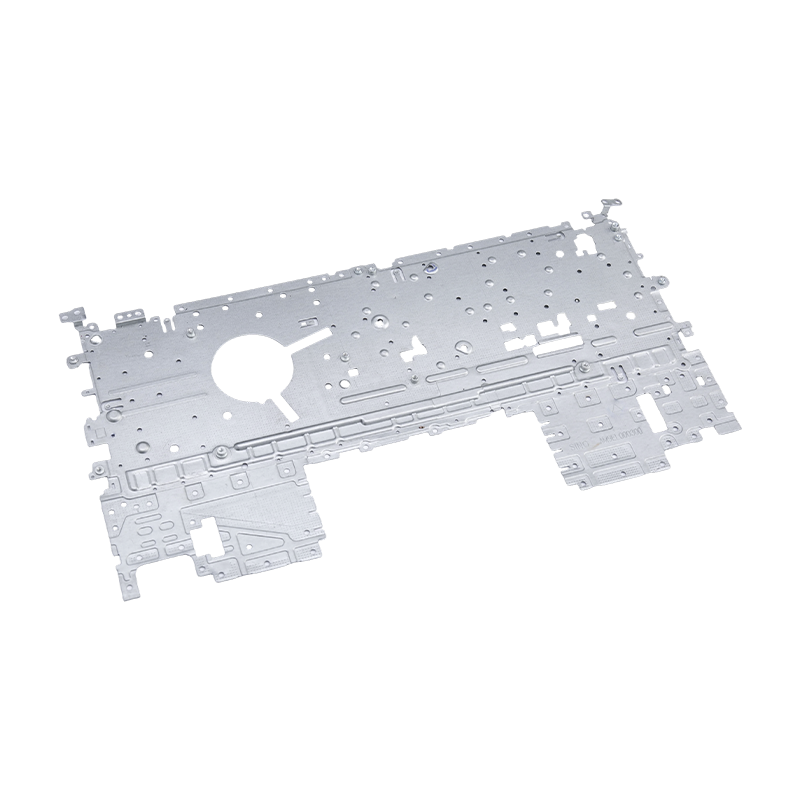
Штамповка деталей ноутбука
Наши штампованные детали для ноутбуков представ...
-
Высококачественные детали для штамповки в печи
Наши высококачественные детали для штамповки пе...
-
Высококачественные большие детали для компьютерной штамповки
Наши высококачественные детали для крупных комп...
Новости отрасли
Главная / Новости / Новости отрасли / Штамповка металлических деталей для автомобилей и бытовой техники: процессы, материалы и стандарты качества
Штамповка металлических деталей для автомобилей и бытовой техники: процессы, материалы и стандарты качества
2026-03-16
Что такое штамповочное производство?
Производство штамповки — это процесс обработки металлов холодной штамповкой, при котором плоский листовой металл подается в штамповочный пресс, оснащенный специальным набором штампов, и применяется механическое или гидравлическое усилие для резки, изгиба, вытягивания или тиснения материала с приданием ему точно определенной формы. Этот процесс включает в себя широкий набор операций — вырубку, прошивку, формовку, глубокую вытяжку, чеканку и последовательную штамповку — каждая из которых подходит для различной геометрии, толщины материала и объемов производства. Все эти операции объединяет фундаментальное преимущество штамповки: возможность производить большие объемы штампованных металлических деталей одинаковых размеров с высокой скоростью и низкой себестоимостью единицы продукции, с минимальными отходами материала по сравнению с методами субтрактивной обработки.
Современный штамповочное производство использует сервоприводные и гидравлические прессы с усилием от 20 до более 2000 тонн в сочетании с прецизионным инструментом, изготовленным с допусками, измеряемыми в микрометрах. Программное обеспечение для компьютерного проектирования и моделирования штампов позволяет инженерам прогнозировать текучесть металла, упругость и утончение еще до того, как будет отрезан один кусок стали, что значительно сокращает циклы разработки оснастки и процент брака первых изделий. Результатом стала производственная дисциплина, способная производить штампованные металлические детали, отвечающие строгим размерным и структурным требованиям таких разнообразных секторов, как бытовая электроника, бытовая техника и автомобилестроение.
Основные процессы в штамповочном производстве
Понимание конкретных операций, составляющих штамповочное производство, помогает инженерам по снабжению и проектировщикам продукции выбирать наиболее экономически эффективный подход для заданной геометрии компонента и объема производства. Каждая из основных категорий процессов имеет различные требования к инструментам и выходные характеристики.
Прогрессивная штамповка
При последовательной штамповке металлическая полоса проходит через ряд станций в пределах одной матрицы, при этом каждая станция выполняет одну операцию — штамповку, надрез, гибку или формовку — по мере продвижения полосы. К моменту выхода полосы из конечной станции полностью сформированные металлические штампованные детали отделяются от несущей полосы и собираются. Этот подход очень эффективен для деталей малого и среднего размера, производимых в очень больших объемах, таких как клеммные соединители, зажимы кронштейнов и крепежные детали для устройств, поскольку вся последовательность операций выполняется со скоростью пресса без ручной обработки деталей между операциями.
Глубокий рисунок
Глубокая вытяжка превращает плоскую металлическую заготовку в полую бесшовную оболочку путем вдавливания ее в полость матрицы с помощью пуансона. Этот процесс имеет основополагающее значение для производства цилиндрических и коробчатых компонентов, включая внутренние кронштейны баков стиральных машин, банки для напитков и корпуса автомобильных топливных баков. Выбор материала имеет решающее значение при глубокой вытяжке: металл должен обладать достаточной пластичностью и благоприятными коэффициентами формования, чтобы подвергаться необходимой большой пластической деформации без разрывов и складок. Низкоуглеродистая сталь, алюминиевые сплавы и нержавеющая сталь являются наиболее распространенными материалами глубокой вытяжки при штамповке приборов и автомобилей.
Тонкое гашение
Тонкая вырубка — это специализированный процесс штамповки, при котором производятся детали со срезанными краями исключительной гладкости и плоскостности, исключающие операции вторичной отделки, которые требуются при обычной вырубке. Применяя противодавление и силу стопорного кольца одновременно с силой вырубки, тонкая вырубка удерживает материал в состоянии сжимающего напряжения на протяжении всего процесса резки, создавая гладкие поверхности среза почти по всей толщине материала. Это делает точную вырубку предпочтительным процессом для компонентов тормозных суппортов и кронштейнов сидений в автомобильной промышленности, где качество кромок напрямую влияет на усталостную долговечность и посадку сборки.
Штамповка металлических деталей в производстве бытовой техники
Бытовая техника представляет собой одну из самых объемных областей применения металлических штампованных деталей. Сочетание структурной сложности, требований к постоянству размеров и чувствительности к затратам в производстве бытовой техники точно соответствует тому, что дает штамповка. Во всех категориях продукции штампованные компоненты выполняют функции несущей способности, выравнивания и защиты корпуса, которые определяют долгосрочную надежность устройства.
В холодильниках дверные коробки, изготовленные методом профилирования и прогрессивной штамповки, обеспечивают жесткий периметр, который выдерживает вес двери, сохраняет уплотнительные поверхности прокладок и вмещает точки крепления петель. Точность размеров этих рам напрямую влияет на выравнивание двери и энергоэффективность: дверная рама, выходящая за пределы допуска даже на долю миллиметра, может привести к утечке прокладки, что увеличивает частоту циклов компрессора и потребление энергии. Внутренние кронштейны бака стиральной машины, обычно изготавливаемые из оцинкованного листа или нержавеющей стали, должны выдерживать дисбалансные нагрузки при высокоскоростном вращении и повторяющиеся термические циклы без усталостного разрушения. Панели шасси кондиционера образуют структурный каркас наружного блока, удерживая компрессоры, вентиляторы и теплообменники в точном пространственном отношении, одновременно противодействуя вибрации и погодным воздействиям.
Постоянная толщина и жесткие допуски металлических штампованных деталей уменьшают зазоры при сборке во всех этих случаях, упрощая процесс окончательной сборки, уменьшая необходимость в регулируемых крепежных элементах или операциях по установке прокладок, а также улучшая косметическое качество готового продукта.
Штамповка металлических деталей в автомобильной промышленности
Автомобильная промышленность является крупнейшим потребителем металлических штампованных деталей в мире: типичный легковой автомобиль содержит несколько сотен отдельных штампованных компонентов, начиная от панелей кузова, измеряемых квадратными метрами, и заканчивая прецизионными тормозными компонентами, измеряемыми в миллиметрах. Производство автомобильной штамповки работает в соответствии с самыми строгими стандартами размеров и механических свойств среди всех коммерческих применений, поскольку последствия отказа компонентов распространяются на безопасность пассажиров и соответствие нормативным требованиям.
Усиление панелей кузова — внутренние элементы конструкции, которые придают жесткость дверным панелям, панелям крыши и узлам капота — производятся путем сочетания операций глубокой вытяжки, растягивания и повторной запрессовки. Эти компоненты должны иметь точную контурную геометрию, чтобы обеспечить правильное прилегание к внешним панелям и точное расположение приварных фланцев для сборки корпуса в белом цвете. Высокопрочная сталь и современные высокопрочные марки стали все чаще используются в усилении кузова для достижения необходимого поглощения энергии удара при уменьшенной толщине и весе материала.
Кронштейны сидений — еще одна важная категория автомобильных металлических штампованных деталей. Эти компоненты крепят конструкцию сиденья к полу автомобиля и должны выдерживать статические и динамические нагрузки, определенные стандартами защиты пассажиров от столкновений. Компоненты кронштейна сиденья с тонкой заготовкой или прецизионной штамповкой обеспечивают качество кромок и плоскостность, необходимые для постоянного момента затяжки болтов и надежной силы зажима соединения на протяжении всего срока службы автомобиля. Компоненты тормозного суппорта, включая крепления кронштейна суппорта и анкерные пластины, производятся с точностью размеров, которая обеспечивает правильное выравнивание колодок, равномерный износ колодок и предсказуемую эффективность торможения во всем диапазоне рабочих температур.
Выбор материала для штамповки металлических деталей
Исполнение металлических штампованных деталей неотделимо от материала, из которого они изготовлены. Производство штамповки совместимо с широким спектром металлов и сплавов, а выбор оптимального материала требует баланса формуемости, механических свойств, коррозионной стойкости и стоимости.
| Материал | Ключевые свойства | Типичные применения |
| Низкоуглеродистая сталь (DC01/DC04) | Отличная формуемость, низкая стоимость. | Корпус устройства, кронштейны, корпуса |
| Высокопрочная сталь (HSLA) | Высокий предел текучести, хорошая свариваемость. | Усиление панелей кузова, конструкции сидений |
| Нержавеющая сталь (304/430) | Коррозионная стойкость, чистота поверхности | Бак для стиральных машин, панели приборов |
| Алюминиевый сплав (5052/6061) | Легкий, устойчивый к коррозии | Кузовные детали автомобилей, радиаторы |
| Оцинкованная сталь | Цинковое покрытие, долговечность на открытом воздухе | Корпус кондиционера, наружные кронштейны |
Контроль качества в штамповочном производстве
Поддержание постоянства размеров при крупносерийном производстве является центральной проблемой качества в штамповочном производстве. Износ штампа, изменение партии материала, несоответствие смазки и прогиб станины пресса могут со временем привести к смещению размеров, что делает систематические измерения и мониторинг процесса необходимыми для производства металлических штампованных деталей, которые остаются в пределах технических характеристик на протяжении тысяч или миллионов циклов.
Ведущие производители штамповочных изделий внедряют многоуровневую систему качества, которая сочетает в себе измерение внутри штампа, статистический контроль процесса и контроль координатно-измерительной машины. Ключевые методы контроля качества включают в себя:
- Первая инспекция изделия (FAI): Полная проверка размеров первых серийных деталей по техническим чертежам перед выпуском серийного производства.
- Отбор проб в процессе: Периодическое измерение критических размеров через определенные производственные интервалы для обнаружения износа инструмента или технологического отклонения до того, как накапливаются детали, выходящие за пределы допусков.
- Проверка ШМ: Координатно-измерительные машины предоставляют трехмерные данные для поверхностей сложной формы, которые невозможно проверить с помощью ручных датчиков.
- Проверка поверхности и кромок: Визуальный и тактильный контроль на наличие заусенцев, трещин, складок и дефектов поверхности, влияющих на посадку сборки или усталостную долговечность.
- Обзор сертификации материалов: Входящие сертификаты испытаний материалов проверяются на соответствие требованиям спецификаций по пределу прочности, пределу текучести, удлинению и весу покрытия.
Почему штамповочное производство остается предпочтительным выбором
Несмотря на появление альтернативных технологий формования, включая лазерную резку, гидроформовку и аддитивное производство, штамповочное производство сохраняет доминирующее положение в крупносерийном производстве металлических компонентов по веским и долговременным причинам. Экономика штамповки принципиально благоприятна в масштабе: после того, как инвестиции в оснастку амортизируются, себестоимость штампованной металлической детали за штуку обычно составляет лишь часть того, чего можно достичь любым альтернативным процессом при эквивалентных объемах. Скорость пресса в сотни ходов в минуту в сочетании с автоматической подачей рулонов и погрузочно-разгрузочными работами обеспечивает производительность, с которой не может сравниться ни один другой процесс точной обработки металлов давлением.
Помимо экономики, механические свойства металлических штампованных деталей улучшаются за счет эффекта холодной обработки, присущего процессу штамповки. Пластическая деформация при формовке повышает твердость и предел текучести материала в деформированных областях за счет наклепа, в результате чего получаются готовые детали с лучшими механическими характеристиками, чем исходная листовая заготовка. Этот эффект особенно ценен в автомобильных конструкциях, где соотношение прочности к весу является основным фактором проектирования. Для производителей бытовой техники и автомобилей, которым необходимы надежные, экономичные и точные по размерам компоненты, штамповочное производство остается бесспорной основой современных цепочек поставок металлических компонентов.
Предыдущий пост
Metal Stamping & Drawing Parts Guide
Следующий пост
Каковы ключевые различия между микроштамповкой и стандартными электронными деталями?
Наш Продукты.
Начните свой бизнес с OEM-производителем прямо здесь!
Предоставление клиентам по всему миру комплексных решений «под ключ»
через
инновация!
БЫСТРЫЕ ССЫЛКИ
НОВОСТИ
КОНТАКТНАЯ ИНФОРМАЦИЯ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 № 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
№ 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
Авторское право © Сучжоу Shuangqisi Mold Equipment Co., Ltd. Все права защищены. Штамповочная матрица на заказ Производители штампов для штамповки металла
