-
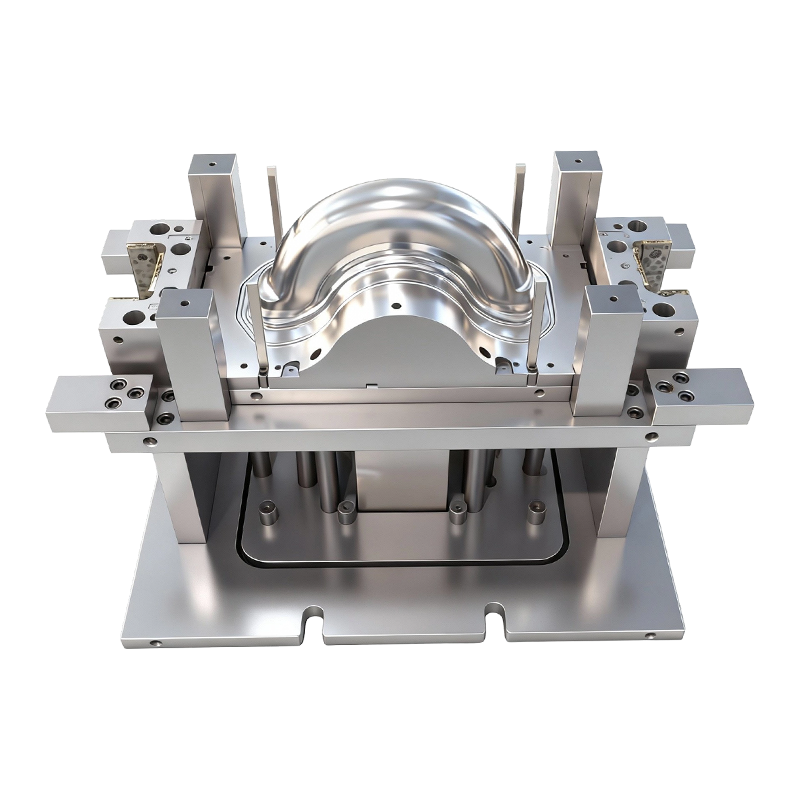
Пресс-форма для глубокой вытяжки передних и задних колес двухколесных электромобилей.
Эта форма глубокой вытяжки для передних и задни...
-
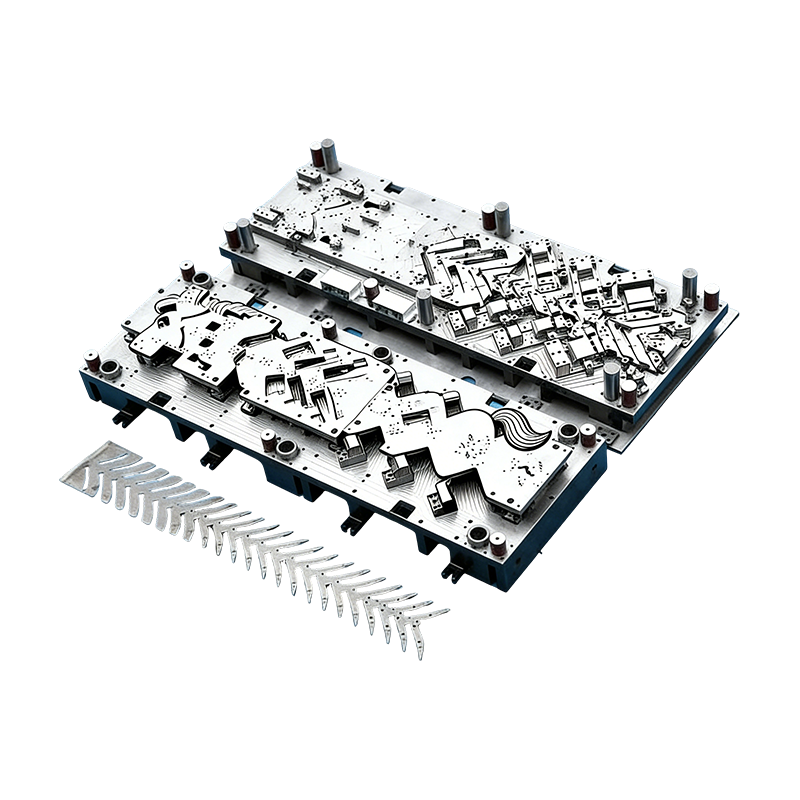
Прогрессивные формы для автомобильных деталей
Эта непрерывная пресс-форма для корпусов автомо...
-
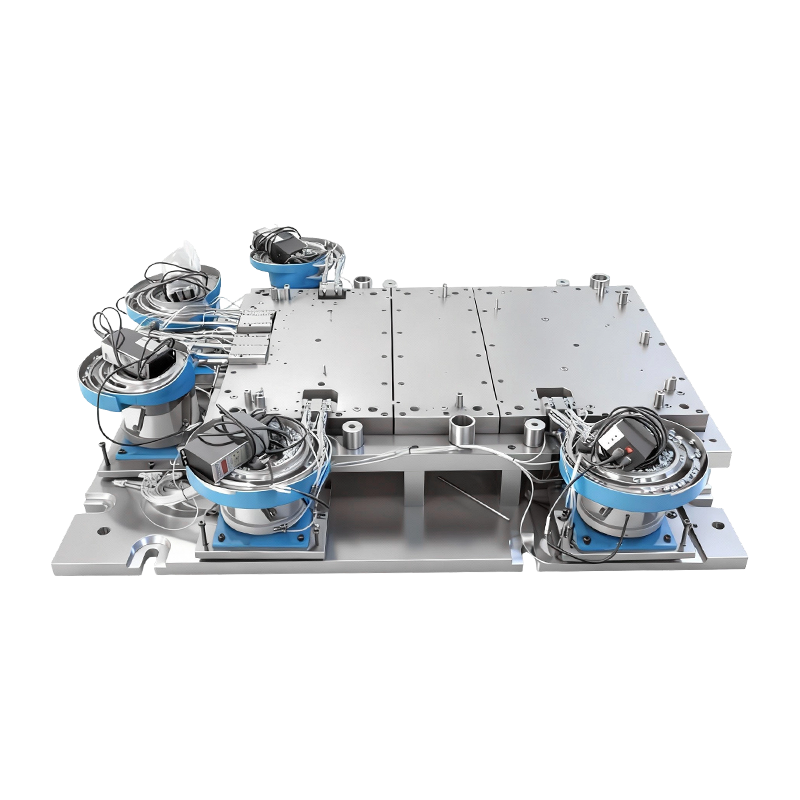
Автоматическая клепальная форма для большой компьютерной машины
Эта автоматическая клепальная форма для основан...
-
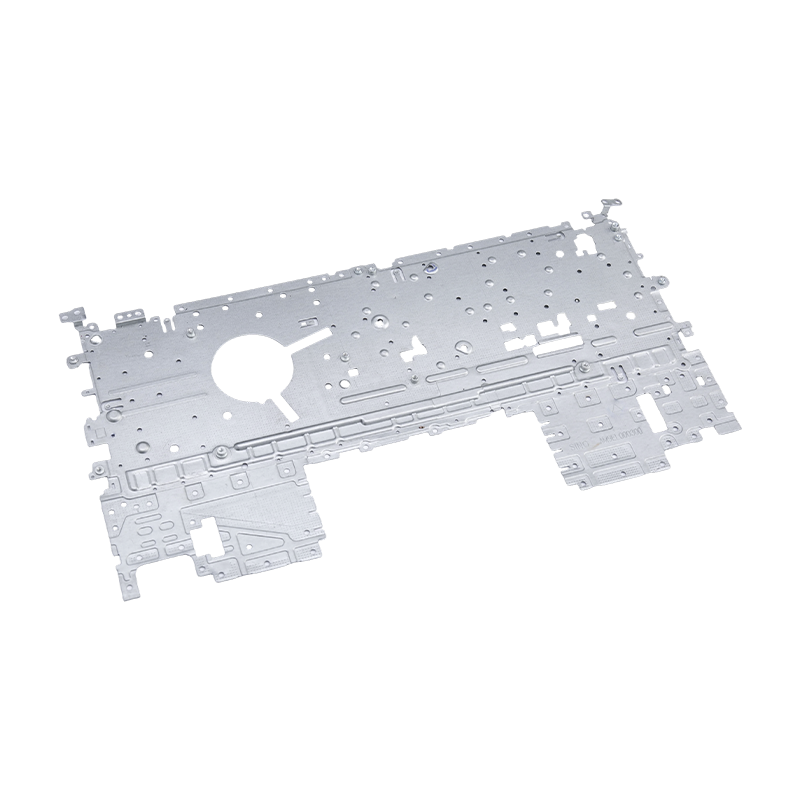
Штамповка деталей ноутбука
Наши штампованные детали для ноутбуков представ...
-
Высококачественные детали для штамповки в печи
Наши высококачественные детали для штамповки пе...
-
Высококачественные большие детали для компьютерной штамповки
Наши высококачественные детали для крупных комп...
Новости отрасли
Главная / Новости / Новости отрасли / Как современные высокопрочные стали меняют производство автомобильных штампованных деталей?
Как современные высокопрочные стали меняют производство автомобильных штампованных деталей?
2026-02-25
В чем на самом деле используются оценки AHSS Автомобильные штампованные детали
Усовершенствованные высокопрочные стали представляют собой не один материал, а семейство различных систем сплавов, каждая из которых разработана с использованием определенного микроструктурного механизма для достижения сочетания прочности и пластичности. Понимание того, какие марки используются в каких автомобильных штампованных деталях, является отправной точкой для понимания того, почему эти материалы так фундаментально меняют производственный процесс. Двухфазные стали (DP) — наиболее широко распространенное семейство AHSS — состоят из ферритной матрицы с рассеянными мартенситными островками, что придает таким маркам, как DP600, DP780 и DP980, сочетание высокой начальной скорости наклепа и хорошего удлинения, которое подходит для таких элементов конструкций, как средние стойки, поперечины пола и рейлинги на крыше. В сталях с пластичностью, вызванной трансформацией (TRIP), используется метастабильный остаточный аустенит, который постепенно превращается в мартенсит в процессе формования, обеспечивая исключительное поглощение энергии, что делает их пригодными для критически важных компонентов, таких как продольные рельсы и усиление бамперов. Мартенситные стали (MS1300, MS1500) используются там, где максимальная прочность является приоритетом, а требования к формуемости скромны — типичные области применения — усиление порогов и дверных балок. Hot-press-formed (HPF) steels, particularly 22MnB5 with an AlSi coating, are austenitized and then formed and quenched simultaneously in a cooled die, producing as-formed tensile strengths above 1,500 MPa that no cold-forming process can match for parts like A-pillar inners and tunnel reinforcements.
Выбор того, какую марку использовать для конкретной автомобильной штампованной детали, зависит от положения детали в конструкции безопасности транспортного средства, ее требуемого поведения по управлению энергией при столкновении и жесткости формования ее геометрии. Компонент, который должен постепенно поглощать энергию посредством контролируемого складывания (например, передняя направляющая), выигрывает от высокой скорости наклепа стали DP или TRIP, в то время как компонент, который должен оставаться жестким и сопротивляться проникновению под нагрузкой (например, центральная стойка), может лучше обслуживаться чрезвычайной прочностью детали, отформованной горячим прессованием. Такой выбор марки для конкретного применения означает, что один белый кузов автомобиля может включать пять или шесть различных марок AHSS, каждый из которых обрабатывается с помощью различных инструментов и условий прессования.
Степень упругости и компенсация в штампованных автомобильных деталях AHSS
Упругость является единственной наиболее значимой производственной проблемой, которую AHSS привносит в производство автомобильных штампованных деталей, и ее серьезность для этих материалов значительно выше, чем когда-либо при использовании мягкой стали или даже обычных высокопрочных низколегированных марок (HSLA). Основной причиной является высокое отношение текучести к растяжению, характерное для AHSS: например, DP980 имеет предел текучести примерно 700–900 МПа и предел прочности 980 МПа, что дает коэффициент текучести 0,71–0,92. Мягкая сталь DC04 имеет коэффициент текучести примерно 0,45. Поскольку величина упругого возврата пропорциональна отношению предела текучести к модулю упругости (модуль Юнга для стали составляет примерно 210 ГПа независимо от марки), а предел текучести AHSS в два-четыре раза выше, чем у мягкой стали с тем же модулем упругости, упругая деформация, которая восстанавливается после открытия матрицы, пропорционально в два-четыре раза больше. На секции канала 90°, изготовленной из DP980, до компенсации обычно наблюдается угловое упругое отклонение 10–16° у боковых стенок по сравнению с 2–4° для эквивалентной детали из мягкой стали.
Стратегии компенсации, используемые на практике для автомобильных штампованных деталей AHSS, более сложны, чем простой геометрический перегиб, который достаточен для мягкой стали. Обычно комбинируют три подхода:
- Геометрическая компенсация на основе FEA: Программное обеспечение для моделирования формовки (AutoForm, Dynaform или PAM-STAMP) с калиброванной картой материала для конкретного класса AHSS прогнозирует распределение упругого возврата по поверхности детали. Затем геометрия штампа трансформируется в противоположном направлении на прогнозируемую величину упругого возврата (процесс, называемый компенсацией штампа), так что после открытия инструмента деталь возвращается к номинальной геометрии. Для сложных деталей автомобильных конструкций этот процесс обычно требует двух или трех циклов моделирования, компенсации и отработки, прежде чем геометрия матрицы достигнет правильной компенсированной формы.
- Перезачеркивание после формы: Специальная станция повторного удара прикладывает нагрузку чеканки или глажки к наиболее склонным к пружинению участкам детали — обычно к боковым стенкам и фланцам швеллерных секций — преобразуя дополнительную упругую деформацию в пластическую и уменьшая восстанавливаемую упругость. Усилия повторного удара для DP980 могут достигать 150–200 % от усилия формовки для той же геометрии из мягкой стали, что напрямую влияет на выбор мощности пресса.
- Оптимизация геометрии бортов: Увеличение удерживающей силы тянущего валика растягивает материал за пределы его предела текучести, когда он течет по валику, оставляя его в состоянии более высокого напряжения в конце формования. Более высокое напряжение при открытии матрицы означает меньшее восстановление дифференциального напряжения и более предсказуемую и равномерную упругую отдачу, которую легче компенсировать геометрически. Для AHSS высота и радиус волочильного валика настраиваются более агрессивно, чем для мягкой стали, и результирующее увеличение силы держателя заготовки необходимо учитывать при планировании производительности пресса.
Как AHSS ускоряет износ штампов и меняет требования к инструментам
Усилия формовки, необходимые для пластической деформации AHSS, в два-четыре раза выше, чем для мягкой стали той же толщины, и эти повышенные силы передаются непосредственно на поверхности матрицы в виде контактного давления. Результатом является значительное ускорение абразивного износа штампов, особенно на радиусах вытяжки, связующих поверхностях и режущих кромках, что сокращает интервалы технического обслуживания и увеличивает общую стоимость инструмента на одну изготовленную деталь. Штамповка для штамповки автомобильных деталей из мягкой стали может быть перешлифована после 200 000–300 000 ходов; та же геометрия матрицы, образующая DP780, может потребовать перешлифовки после 80 000–120 000 ходов, если материал матрицы и обработка поверхности не модернизированы для соответствия более высоким контактным давлениям.
Стратегия инструментального материала и обработки поверхности для автомобильных штампованных деталей AHSS отличается от практики обработки мягкой стали по нескольким конкретным причинам. В приведенном ниже сравнении суммированы наиболее часто применяемые ключевые обновления:
| Компонент матрицы | Практика использования мягкой стали | Практика AHSS |
| Нарисуйте материал штампа | Ковкий чугун (GGG70L) | Инструментальная сталь D2/SKD11 или DC53 |
| Обработка поверхности радиуса вытяжки | Хромирование или закалка пламенем | PVD-покрытие TiAlN или TiCN (2800–3200 HV) |
| Резка материала пуансона | SKD11 при 58–60 HRC | Инструментальная сталь DC53 или PM твердостью 60–63 HRC. |
| Обработка поверхности связующего | Нет или азотирование | Азотирование верхнего покрытия PVD или кермет термического напыления. |
| Regrind interval | 200 000–300 000 ударов | 100 000–200 000 ударов (с улучшенными материалами) |
Истирание — адгезионный перенос материала заготовки на поверхность штампа — является особенно разрушительным видом разрушения при формовании оцинкованной стали AHSS. Цинковое покрытие на оцинкованной стали DP или TRIP легко переносится на поверхность штампа под высоким контактным давлением при формовке AHSS, а накопленный цинк затем повреждает последующие детали. Покрытия DLC (алмазоподобный углерод) продемонстрировали лучшие противозадирные свойства для оцинкованной стали AHSS, поскольку чрезвычайно низкая поверхностная энергия DLC препятствует адгезии цинка, но ограниченную температурную стабильность DLC (разложение начинается при температуре выше 300°C) необходимо контролировать путем обеспечения адекватной смазки, чтобы поддерживать температуру поверхности штампа ниже этого порога во время производства.
Выбор пресса и требования к тоннажу для штамповки автомобильных деталей AHSS
Усилие формовки, необходимое для штамповки автомобильных деталей AHSS, оказывает прямое и существенное влияние на выбор пресса. Сила вырубки для данного разреза по периметру пропорциональна предельной прочности материала на разрыв, а это означает, что для вырубки DP980 требуется примерно в 2,5 раза больше тоннажа вырубки DC04 при той же толщине и периметре. Для крупных конструктивных деталей автомобиля — внешней стойки средней стойки или продольного рельса пола — одно только усилие вырубки может достигать 800–1200 тонн для DP980, что требует использования прессов в диапазоне 1500–2500 тонн, которые имеют дополнительный запас производительности, чтобы избежать работы на пиковых нагрузках. Постоянная эксплуатация пресса на 90 % от его номинального тоннажа с AHSS ускоряет усталость рамы пресса, износ соединительных болтов и износ подшипников коленчатого вала со скоростью, которую не предвидят графики технического обслуживания, адаптированные к производству мягкой стали.
Технология сервопрессов дала существенные преимущества штамповке автомобильных деталей AHSS по сравнению с обычными эксцентриковыми прессами с маховиком. Возможность программировать произвольные профили движения плунжера - вместо следования фиксированной синусоидальной кривой - позволяет сервопрессам замедлять плунжер в зоне формования, где пружина AHSS наиболее чувствительна к скорости формовки, улучшая постоянство размеров. Это также позволяет прессу оставаться в нижней мертвой точке в течение программируемого времени, что, как было показано, снижает упругость при AHSS на 15–25% по сравнению с эквивалентной деталью, изготовленной без задержки, поскольку длительное давление обеспечивает дополнительную релаксацию напряжений в сформированной геометрии до того, как матрица откроется.
Горячая штамповка: отдельный процесс для штамповки самых прочных автомобильных деталей
Горячая штамповка (HPF), также называемая закалкой под прессом или горячей штамповкой, представляет собой принципиально иной подход к производству самых прочных автомобильных штампованных деталей — тех, которые требуют прочности на разрыв выше 1000 МПа, чего нельзя достичь с помощью холодной штамповки без катастрофического упругого возврата или разрушения. При прямом процессе HPF заготовка из бористой стали 22MnB5 нагревается примерно до 900–950°C (выше температуры аустенитизации), переносится в водоохлаждаемую матрицу, формируется в мягком аустенитном состоянии, а затем закаливается в закрытой матрице с контролируемой скоростью охлаждения выше 27°C/сек для получения полностью мартенситной микроструктуры с пределом прочности на разрыв 1500–1600. МПа в готовой детали.
Последствия для инфраструктуры производства автомобильных штампованных деталей весьма значительны. Для HPF требуются печи с роликовым подом, способные равномерно нагревать заготовки с точностью до ±10°C от заданной температуры аустенизации, системы транспортировки, которые перемещают горячую заготовку из печи на пресс менее чем за 7 секунд, чтобы предотвратить чрезмерное падение температуры, штампы с водяным охлаждением и точно спроектированным расположением каналов охлаждения, которые обеспечивают требуемую скорость закалки равномерно по всей поверхности детали, и средства управления прессом, которые поддерживают давление закрытия матрицы во время цикла закалки - обычно 10–20 секунд - вместо немедленного открытия после формовки. Инвестиции в эту инфраструктуру на порядок выше, чем в традиционную линию холодной штамповки деталей эквивалентного размера, но это единственный процесс, который надежно производит детали с пределом прочности на разрыв 1500 МПа, которые необходимы современным конструкциям безопасности транспортных средств в местах с повышенным риском вторжения.
Для производителей автомобильных штампованных деталей, переходящих на AHSS и HPF, ключевой операционной реальностью является то, что знания о материалах, возможности моделирования, инвестиции в оснастку и технологии прессования должны развиваться вместе. Модернизация одного элемента в отдельности — например, переход на AHSS без обновления материалов матрицы или тоннажа пресса — неизменно приводит к неутешительным результатам в отношении срока службы матрицы, качества деталей и стабильности производства. Производители, освоившие производство автомобильных штампованных деталей AHSS, рассматривают выбор материала, моделирование формовки, проектирование штампов, обработку поверхности и программирование пресса как интегрированную инженерную систему, а не как последовательность независимых решений.

Предыдущий пост
В чем разница между традиционными и оптимизированными для моделирования автомобильными штампами?
Следующий пост
Почему штампы для электронной штамповки требуют более жестких допусков, чем штампы для бытовой техники?
Наш Продукты.
Начните свой бизнес с OEM-производителем прямо здесь!
Предоставление клиентам по всему миру комплексных решений «под ключ»
через
инновация!
БЫСТРЫЕ ССЫЛКИ
НОВОСТИ
КОНТАКТНАЯ ИНФОРМАЦИЯ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 № 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
№ 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
Авторское право © Сучжоу Shuangqisi Mold Equipment Co., Ltd. Все права защищены. Штамповочная матрица на заказ Производители штампов для штамповки металла
