-
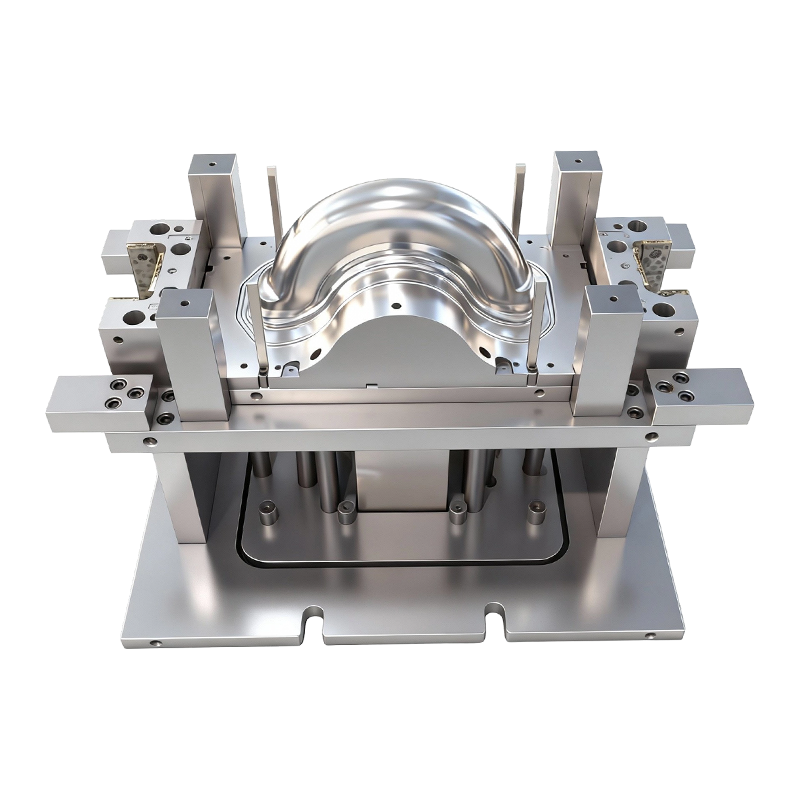
Пресс-форма для глубокой вытяжки передних и задних колес двухколесных электромобилей.
Эта форма глубокой вытяжки для передних и задни...
-
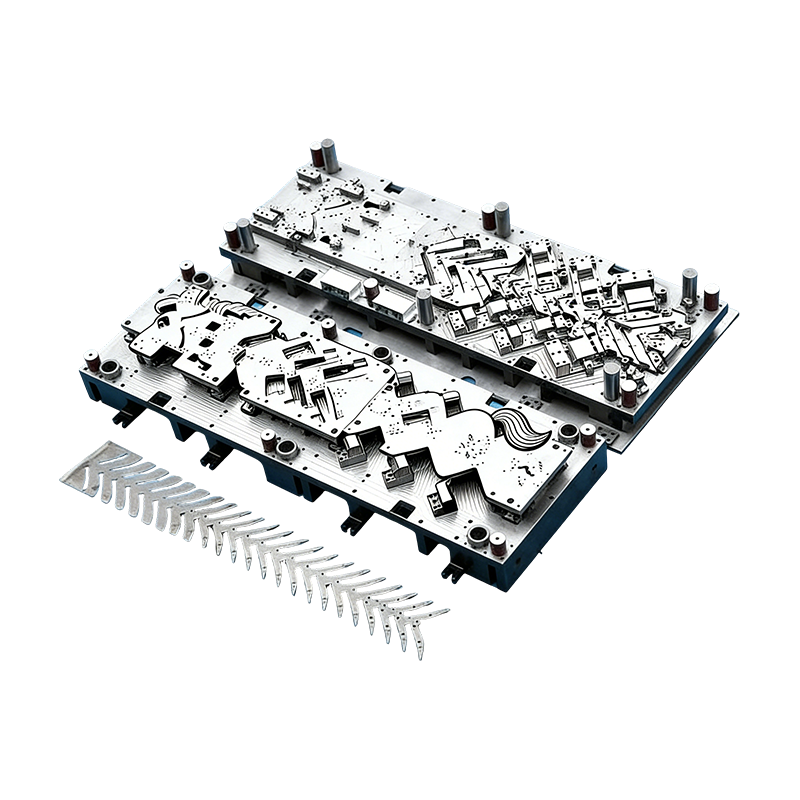
Прогрессивные формы для автомобильных деталей
Эта непрерывная пресс-форма для корпусов автомо...
-
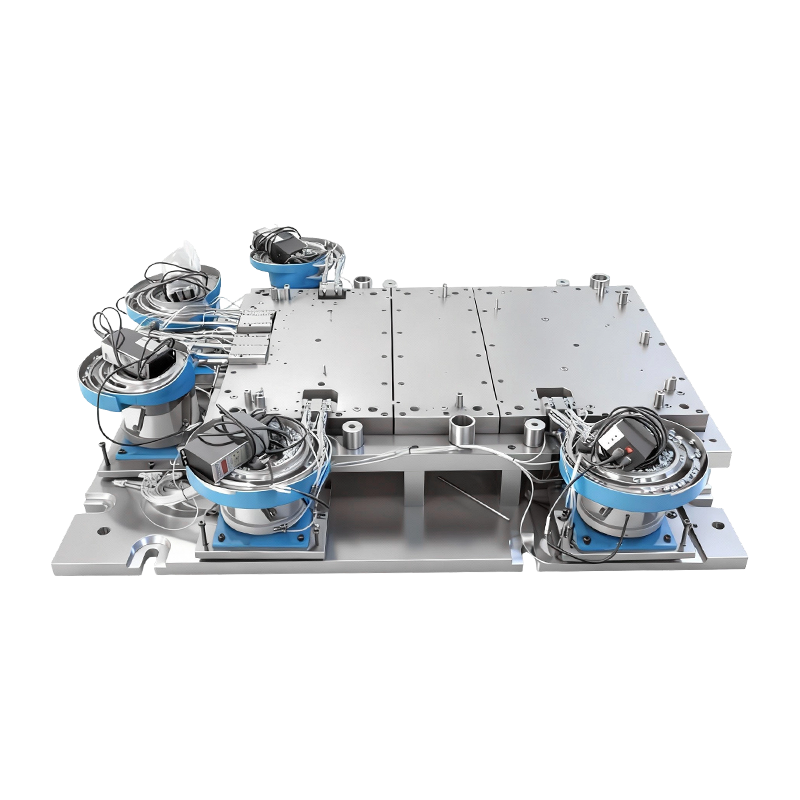
Автоматическая клепальная форма для большой компьютерной машины
Эта автоматическая клепальная форма для основан...
-
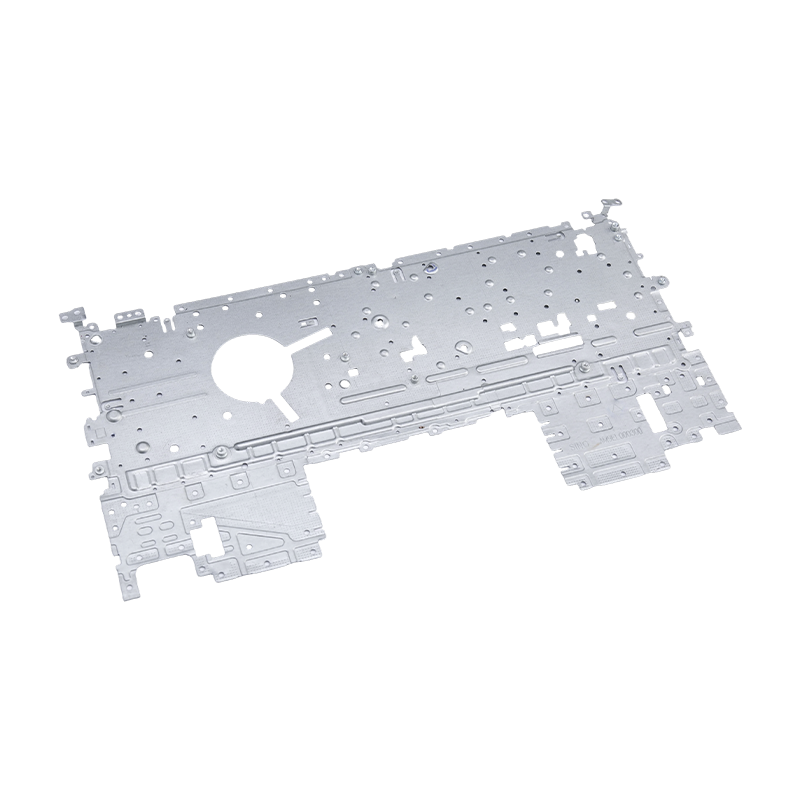
Штамповка деталей ноутбука
Наши штампованные детали для ноутбуков представ...
-
Высококачественные детали для штамповки в печи
Наши высококачественные детали для штамповки пе...
-
Высококачественные большие детали для компьютерной штамповки
Наши высококачественные детали для крупных комп...
Новости отрасли
Главная / Новости / Новости отрасли / Почему штампы для электронной штамповки требуют более жестких допусков, чем штампы для бытовой техники?
Почему штампы для электронной штамповки требуют более жестких допусков, чем штампы для бытовой техники?
2026-02-25
Функциональный разрыв, который приводит к различиям в толерантности
Требования к допускам для любого штампа в конечном итоге зависят от того, как готовая деталь должна вести себя в процессе эксплуатации. Штамповочные штампы для бытовой техники производит компоненты — панели барабанов стиральных машин, дверные коробки холодильников, кронштейны шасси кондиционеров и корпуса микроволновых печей — где основными критериями эффективности являются структурная жесткость, коррозионная стойкость, внешний вид поверхности и соответствие узлу, собранному руками человека с помощью механических креплений. Допуски на размеры, которые регулируют эти детали, обычно находятся в диапазоне от ±0,1 мм до ±0,3 мм для общих размеров профиля и ±0,05 мм для критических мест расположения отверстий и фланцевых соединений. Это значимые требования к точности, но они отражают реалии сборки больших корпусов из листового металла, где отклонения в положении на несколько десятых миллиметра могут компенсироваться зазорами для крепежных элементов, уплотнительными выступами или внутренней податливостью панелей из тонкого листового металла.
Электронные штампы для штамповки , напротив, производят детали, точность размеров которых напрямую связана с электрическими, механическими или электромагнитными характеристиками. Клемма разъема, отштампованная для пропускания тока силой 5 А через полоску фосфористой бронзы толщиной 0,3 мм, должна поддерживать контактное усилие в точно определенном диапазоне — слишком малое усилие, и соединение становится резистивным или прерывистым, слишком большое, и ответный разъем не может быть вставлен, или клемма преждевременно устает. Эта контактная сила определяется геометрией пружины клеммы, которая задается радиусом изгиба, углом и длиной развернутой полосы — все это контролируется с допусками от ±0,01 мм до ±0,02 мм в хорошо спроектированном электронном штампе для штамповки. Пластины двигателя, отштампованные из кремниевой стали, должны сохранять допуск на ширину паза ±0,015 мм, чтобы гарантировать равномерный воздушный зазор между ротором и статором по окружности, поскольку неравномерные воздушные зазоры создают несбалансированное магнитное притяжение, которое снижает эффективность и генерирует вибрацию. Это не консервативные инженерные пределы — это минимальные уровни точности, при которых электронное устройство функционирует в рамках своих спецификаций.
Как масштаб детали повышает требования к точности в электронных штампах
Масштаб является одной из наиболее важных (и наиболее недооцененных) причин, по которым электронные штампы для штамповки требуют более жестких абсолютных допусков, чем штампы для бытовой техники. Панель барабана стиральной машины может иметь размеры 600 × 500 мм, а позиционный допуск ±0,2 мм на монтажном отверстии представляет собой относительную точность 1 часть из 3000 относительно наибольшего размера детали. Общий размер разъема USB-C может составлять 8 мм × 2 мм, а позиционный допуск ±0,02 мм на контактной балке представляет собой относительную точность 1 часть из 400 относительно наибольшего размера детали — почти в восемь раз меньше в относительном выражении и достигается на детали, площадь которой в 75 раз меньше. Для поддержания такого уровня точности требуется, чтобы каждый элемент электронной системы штамповки — сталь штампа, направляющие стойки, держатель пуансона, съемная пластина и сам пресс — работал на уровне, который был бы ненужным и неэкономичным для штамповочных штампов бытовой техники.
Тенденция миниатюризации в бытовой электронике постоянно усугубляла эту проблему в течение последнего десятилетия. Шаг выводов, который двадцать лет назад составлял 2,54 мм (0,1 дюйма), теперь обычно составляет 0,5 мм или 0,4 мм в разъемах с мелким шагом, и штампованные элементы, которые создают геометрию контакта с этими шагами — ширина луча, ширина паза, высота тиснения — должны контролироваться с допусками, которые составляют фиксированную долю размера элемента. По мере уменьшения размеров элементов абсолютный допуск пропорционально уменьшается, даже если требования к относительной точности остаются постоянными. Вот почему инвестиции в электронные штампы для штамповки постоянно требуют более высоких затрат на оснастку, более тонкую сталь для штампов и более строгую метрологию, чем штампы для бытовой техники того же года выпуска.
Различия в конструкции штампа, отражающие требования к допускам
Физическая конструкция электронных штампов отражает их более жесткие требования к допускам несколькими конкретными и измеримыми способами. В следующей таблице сравниваются ключевые параметры конструкции типичных штампов для бытовой техники и электронных штампов для наиболее чувствительных к допускам элементов конструкции.
| Элемент дизайна | Штамповочные штампы для бытовой техники | Электронные штампы |
| Зазор от пуансона до штампа (с каждой стороны) | 8–12 % толщины материала | 3–6 % толщины материала |
| Допуск на посадку направляющей стойки | H6/h5 (±0,008 мм) | H5/h4 (±0,003 мм) |
| Твердость стали штампа (режущие секции) | 58–60 HRC (типично SKD11) | 62–64 HRC (DC53, SKH51 типовой) |
| Допуск положения пуансона | ±0,02 мм | ±0,005 мм |
| Чистота поверхности режущих кромок | Ra 0,4–0,8 мкм | Ra 0,1–0,2 мкм |
| Первичный процесс обработки пластин | Фрезерное шлифование с ЧПУ | Координатное электроэрозионное шлифование |
| Интервал заточки (типовой) | 300 000–500 000 ударов | 500 000–1 000 000 ходов (более твердая сталь) |
Более плотная посадка направляющей в электронных штампах — это не просто консервативный инженерный выбор — она напрямую контролирует боковое положение пуансона относительно отверстия штампа в момент контакта с материалом. При диаметре пуансона 0,4 мм, закрывающего отверстие в полосе медного сплава толщиной 0,15 мм, боковое смещение кончика пуансона на 0,003 мм составляет 2% диаметра пуансона и 4% толщины материала. В таких масштабах наклон направляющей стойки, который был бы совершенно несущественен для штамповочной матрицы для бытовой техники, становится доминирующим источником изменения высоты заусенцев и риска поломки пуансона.
Существенные соображения, которые ужесточают цепочку допусков
Штамповочные штампы для бытовой техники чаще всего обрабатывают холоднокатаную сталь, оцинкованную сталь и иногда алюминиевые сплавы толщиной от 0,5 до 2,0 мм. Эти материалы обладают хорошо охарактеризованными, относительно стабильными механическими свойствами в пределах партии плавки, а их пружинящее поведение – хотя и реальное – достаточно предсказуемо, чтобы компенсировать это в конструкции штампа с использованием стандартных методов перегиба или повторного удара. Допуск толщины входящего материала для коммерческой холоднокатаной стали обычно составляет ± 5% от номинала, и поскольку формованные элементы в деталях бытовой техники велики по сравнению с изменением толщины, эта изменчивость редко приводит к серьезным проблемам с размерами в готовой детали.
Штампы для электронной штамповки чаще всего обрабатывают медные сплавы, фосфористую бронзу, бериллиевую медь, а также прецизионную холоднокатаную или кремниевую сталь толщиной от 0,05 до 0,5 мм. Медные сплавы, используемые для электронных клемм, обычно имеют прецизионные допуски по толщине ± 1–2%, а не стандартные ± 5% для конструкционной стали, поскольку геометрия пружины контактной клеммы настолько чувствительна к толщине, что изменение толщины на 5% приведет к неприемлемому разбросу контактного усилия. Даже в пределах этого более жесткого входного допуска матрица должна быть спроектирована так, чтобы соответствовать всему диапазону - это означает, что радиусы штамповки, глубины полостей и припуски на изгиб должны рассчитываться и проверяться с использованием данных о свойствах материала, специфичных для фактического сплава и состояния, а не общих предположений из справочника материалов.
Требования прессы и экологический контроль для электронных штампов
Точность электронных штампов зависит от пресса и условий, в которых они работают. Высокоскоростные прецизионные прессы, используемые для штамповки электронных разъемов и клемм, включают в себя несколько функций, которые не нужны для штампов для бытовой техники, работающих на более низких скоростях и с более грубыми допусками. К ним относятся гидравлическая защита от перегрузки, которая останавливает пресс за долю хода в случае обнаружения ненормальной нагрузки (защита штампов с пуансонами диаметром до 0,3 мм, которые могут разрушиться при неправильной подаче), а также системы тепловой компенсации, которые регулируют высоту закрытия пресса с учетом теплового расширения рамы пресса во время производственного цикла. Стальная рама пресса расширяется примерно на 0,01–0,02 мм на каждый градус Цельсия при повышении температуры; для штампа для бытовой техники, работающего с допуском ±0,1 мм, это незначительно, но для электронного штампа, работающего с допуском ±0,01 мм, повышение температуры рамы на 10 ° C приводит к ошибке высоты закрытия на 0,10–0,20 мм, что смещает глубину проникновения пуансона и заметно изменяет геометрию формируемого элемента.
По этой причине производители прецизионных электронных штампов для штамповки используют камеры с контролируемой температурой — не как роскошь, а как практическую необходимость для поддержания стабильности размеров как во время изготовления штампов, так и в производстве. Метрологическое оборудование, используемое для проверки компонентов штампов для электронной штамповки — воздушные манометры, системы лазерного сканирования и координатно-измерительные машины — также должно эксплуатироваться в средах с контролируемой температурой, поскольку их собственная калибровка чувствительна к тем же тепловым эффектам, которые дестабилизируют размеры штампа.
Проверка и обеспечение качества: более высокая планка для электронных штампов
Требования к проверке и проверке электронных штампов и их выходных частей отражают более строгий режим допусков во всех аспектах процесса обеспечения качества. Для штамповочных штампов для бытовой техники проверка первого изделия обычно включает ручное измерение критических мест отверстий, высоты фланцев и размеров профиля с использованием штангенциркуля, штангенциркуля и калибра годных/негодных пробок — практичный и экономичный подход для деталей, где число критических размеров исчисляется десятками, а допуски находятся в диапазоне ±0,1 мм. Для электронных штампов для штамповки проверка первого изделия обычно требует полного измерения на КИМ каждой особенности геометрии контакта, проверки оптическим компаратором контуров пуансона и штампа, а также функциональных испытаний образцов деталей — таких как измерение контактного усилия для клемм или измерение магнитного потока для пластин — которые подтверждают, что штампованная геометрия обеспечивает требуемые функциональные характеристики, а не просто соответствует размерному чертежу.
- Высоту заусенцев на заглушенных кромках электронных терминалов измеряют с помощью калиброванной оптической микроскопии, обычно проверяя, чтобы максимальная высота заусенцев не превышала 10 % толщины материала — спецификация, которая требует разрешения измерения 0,003–0,010 мм, что значительно превышает возможности инструментов ручного измерения, используемых для деталей бытовой техники.
- Компланарность контактных поверхностей на клеммной колодке многоконтактного разъема проверяется с помощью лазерной профилометрии или визуального картографирования высот, а не сравнения ручных высотомеров, поскольку допуск обычно составляет ±0,015 мм в диапазоне 10–20 мм, а требуемая погрешность измерения должна составлять менее 30 % от допуска, что требует субмикронных измерений.
- Статистические диаграммы управления процессом для производства электронной штамповки настроены с контрольными пределами, установленными на уровне ± 2σ процесса, а не на более распространенном ± 3σ, поскольку соотношение возможностей процесса и допуска намеренно поддерживается узким, чтобы обеспечить раннее предупреждение об износе штампа до того, как будут произведены какие-либо детали, выходящие за пределы допусков.
Инвестиции, необходимые для проектирования, изготовления, проверки и обслуживания электронных штампов с таким уровнем точности, существенно выше, чем для штампов для бытовой техники — в стоимости инструментов, инвестиций в оборудование и квалифицированной рабочей силы. Эти вложения оправданы функциональными последствиями несоответствия размеров: для детали бытовой техники, смещение которой составляет 0,1 мм, может потребоваться зазорное отверстие немного большего размера, но электронный терминал, смещение которого на 0,02 мм не соответствует положению, может не пройти испытание на силу вставки ответного разъема, что приведет к отказу от полной производственной партии и риску надежности на месте, с которым не могут согласиться ни производитель, ни его клиенты.

Предыдущий пост
Как современные высокопрочные стали меняют производство автомобильных штампованных деталей?
Следующий пост
Сравнение затрат: детали для штамповки металла и детали для волочения металла в 2026 году
Наш Продукты.
Начните свой бизнес с OEM-производителем прямо здесь!
Предоставление клиентам по всему миру комплексных решений «под ключ»
через
инновация!
БЫСТРЫЕ ССЫЛКИ
НОВОСТИ
КОНТАКТНАЯ ИНФОРМАЦИЯ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 № 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
№ 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
Авторское право © Сучжоу Shuangqisi Mold Equipment Co., Ltd. Все права защищены. Штамповочная матрица на заказ Производители штампов для штамповки металла
