-
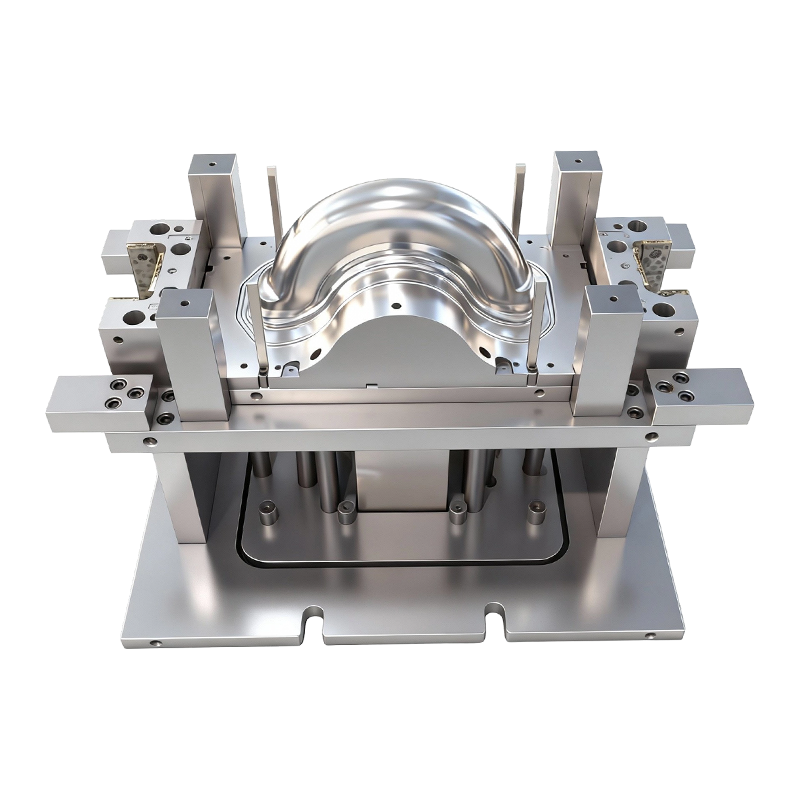
Пресс-форма для глубокой вытяжки передних и задних колес двухколесных электромобилей.
Эта форма глубокой вытяжки для передних и задни...
-
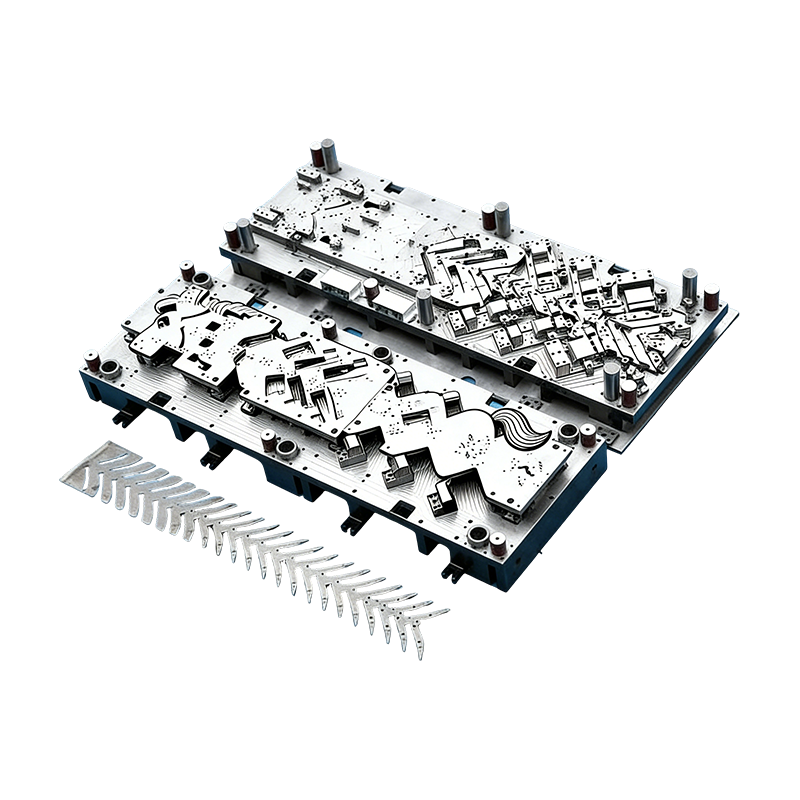
Прогрессивные формы для автомобильных деталей
Эта непрерывная пресс-форма для корпусов автомо...
-
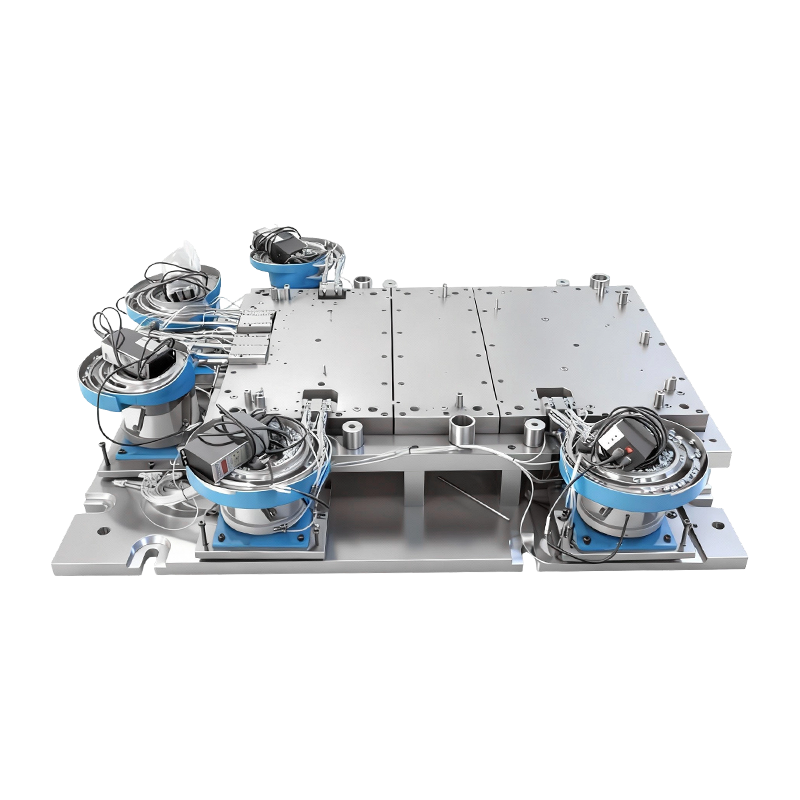
Автоматическая клепальная форма для большой компьютерной машины
Эта автоматическая клепальная форма для основан...
-
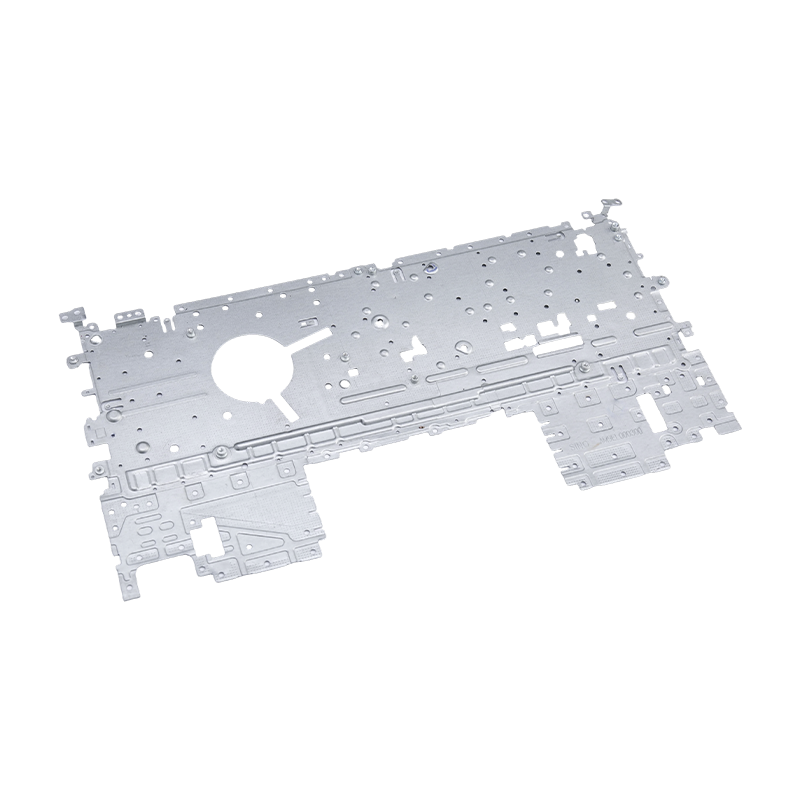
Штамповка деталей ноутбука
Наши штампованные детали для ноутбуков представ...
-
Высококачественные детали для штамповки в печи
Наши высококачественные детали для штамповки пе...
-
Высококачественные большие детали для компьютерной штамповки
Наши высококачественные детали для крупных комп...
Новости отрасли
Металлические штампованные детали: виды и применение
2026-04-27
Что такое детали для штамповки металла и почему точность имеет значение
Штамповочные детали из металла - это компоненты, изготавливаемые путем приложения контролируемой силы с помощью штампов и пуансонов к плоскому листовому металлу, превращая сырье в структурные и функциональные элементы точной формы посредством таких операций, как вырубка, прошивка, гибка, волочение и чеканка. В отличие от механической обработки, при которой материал удаляется для достижения геометрии, штамповка смещает и формирует металл, практически не создавая отходов материала на этапе резки и позволяя измерять время цикла в долях секунды на деталь. Сочетание скорости, повторяемости и постоянства размеров делает штамповку металла доминирующим производственным процессом там, где требуются большие объемы компонентов из листового металла.
Точность является определяющей характеристикой, которая отличает промышленную штамповку от обработки листового металла. В таких областях применения, как бытовая электроника, автомобильные сборки и бытовая техника, штампованные компоненты должны соответствовать допускам до ±0,05 мм по критическим размерам, при этом отклонения от плоскостности контролируются до уровня менее 0,1 мм по поверхности детали. Для последовательного достижения этих характеристик при производстве сотен тысяч изделий требуется прогрессивная штамповая оснастка, спроектированная с точностью до микрона, прессовые системы с сервоприводом с контролем тоннажа в реальном времени, а также поточный визуальный контроль, способный обнаруживать высоту заусенцев, отклонение положения отверстия и дефекты поверхности на скорости производства.
Материалы, обрабатываемые штамповкой металла, охватывают широкий спектр. Холоднокатаная сталь (SPCC, DC01), электрооцинкованный лист, горячеоцинкованная сталь, нержавеющая сталь марок 304 и 430, алюминиевые сплавы 1050 и 5052, медные сплавы и бериллиевая медь обычно штампуются в зависимости от требований к механической устойчивости, коррозионной стойкости и проводимости целевого применения. Выбор материала напрямую влияет на скорость износа матрицы, поведение пружины, качество обработки поверхности и последующие процессы отделки — гальваническое покрытие, анодирование, порошковое покрытие, — которые потребуются для готовой штамповки.
Детали электронной штамповки: точность в основе современных устройств
Детали электронной штамповки представляют собой один из наиболее технически сложных сегментов индустрии штамповки металлов. Компоненты, производимые для сборок печатных плат, разъемов, клемм, экранирующих корпусов от электромагнитных помех, контактов батарей, корпусов переключателей и кронштейнов датчиков, должны сочетать точность размеров субмиллиметровой точности с особыми электрическими, термическими и механическими эксплуатационными свойствами — и все это в рамках жестких ценовых ограничений, присущих конкурентным рынкам бытовой электроники.
Клеммы разъемов и контактные пружины являются одними из самых сложных в производстве деталей электронной штамповки. Эти детали, изготовленные из фосфористой бронзы, бериллиевой меди или латунной полосы толщиной от 0,1 мм до 0,5 мм, требуют многоступенчатых прогрессивных штампов, которые одновременно вырубают профиль, формируют геометрию пружины и чеканят контактную поверхность за один ход пресса. Усилие контакта, долговечность цикла вставки/извлечения и сопротивление контакта (обычно требуется менее 10 мОм после 1000 циклов вставки) проверяются с помощью протоколов испытаний для конкретного применения, а не общих сертификатов на материалы.
Защитные банки и радиочастотные корпуса для защиты от электромагнитных помех
Банки для защиты от электромагнитных помех представляют собой тонкостенные детали для электронной штамповки, изготовленные из никель-серебряной, холоднокатаной стали или листов нержавеющей стали толщиной 0,15–0,3 мм. Их функция — сдерживать радиочастотные излучения от высокоскоростных процессорных модулей, микросхем беспроводной связи и схем управления питанием на густонаселенных печатных платах. Точность размеров по периметру и высоте банки имеет решающее значение: зазоры, превышающие 0,1 мм на посадочном фланце, создают отверстия, которые снижают эффективность экранирования на 10–20 дБ на частотах выше 1 ГГц, что напрямую ухудшает радиотехнические характеристики устройства и потенциально может привести к отказу в сертификации регулирующих органов.
Контакты аккумулятора и пружинные клеммы
Контактные пружины аккумулятора в портативных устройствах должны обеспечивать постоянное контактное усилие на протяжении всего цикла установки и извлечения аккумулятора — обычно 500–1000 циклов для потребительских устройств. Детали электронной штамповки этой категории производятся из нержавеющей стали или фосфористой бронзы с нанесенным на контактный наконечник золотым или никелевым покрытием. Геометрия пружины — консольная, спиральная или сложенная — оптимизируется посредством моделирования методом конечных элементов во время проектирования инструмента, чтобы гарантировать, что контактное усилие остается в пределах заданного окна (обычно 1–3 Н) во всем наборе допусков по размерам аккумуляторного элемента и корпуса.
Штамповка деталей ноутбука: структурная точность тонкопрофильных сборок
Штамповка деталей ноутбука работают в условиях уникального набора ограничений, которые отличают их от обычных деталей электронной штамповки. Неустанное стремление к более тонким и легким конструкциям ноутбуков — толщина корпуса теперь регулярно составляет менее 14 мм, а общий вес системы — менее 1 кг — требует штампованных компонентов, которые обеспечивают максимальную структурную жесткость при минимальной толщине материала, в то же время умещаясь в монтажные рамки, измеряемые десятыми долями миллиметра.
Шарнирный кронштейн — одна из наиболее механически сложных частей штамповки ноутбука в любой конструкции. Шарнирные кронштейны, изготовленные из высокопрочной нержавеющей стали или холоднокатаной стали с пределом прочности более 600 МПа, должны выдерживать циклическую усталостную нагрузку при операциях открытия и закрытия крышки — обычно рассчитанные на 20 000–30 000 циклов в ноутбуках коммерческого класса — без остаточной деформации или растрескивания поверхности. Прогрессивная штамповка с последующей чеканкой в местах отверстий шарнира гарантирует, что диаметр отверстия и точность позиционирования соответствуют требованиям посадки с плотным натягом узла шарнирного пальца шарнира.
Внутренние усиливающие кронштейны корпуса, монтажные стойки материнской платы, зажимы для крепления термомодулей и опорные рамы задней панели клавиатуры — это дополнительные категории штампованных деталей ноутбука, где контроль размеров имеет решающее значение. Поскольку допуски сборки на уровне системы измеряются долями миллиметра, каждая штамповка должна постоянно соответствовать своему индивидуальному окну допуска — обычно ±0,1 мм в положениях отверстий и ±0,05 мм при критических посадках — чтобы обеспечить роботизированную сборку без ручной регулировки. Эти детали подвергаются поверхностной обработке, включая химическое никелирование, черное оксидирование и химическое конверсионное покрытие, чтобы удовлетворить требованиям к коррозионной стойкости и проводимости заземления.
Штамповочные детали бытовой техники: долговечность, рассчитанная на десятилетия службы
Штамповочные детали бытовой техники служат основным структурным и функциональным каркасом холодильников, стиральных машин, кондиционеров и микроволновых печей. В отличие от бытовой электроники, для которой типичный срок службы составляет от трех до пяти лет, крупная бытовая техника рассчитана на десять-пятнадцать лет непрерывной работы в домашних условиях, которые включают влажность, циклические изменения температуры, вибрацию и химическое воздействие чистящих средств. Штампованные металлические компоненты внутри этих изделий должны соответствовать этим ожиданиям по долговечности.
Выбор материала для штампованных деталей бытовой техники отражает это требование длительного срока службы. Оцинкованный стальной лист (горячий или гальванический) обеспечивает защиту от коррозии внутренних панелей и компонентов шасси, подверженных воздействию конденсата и чистящих средств. Нержавеющая сталь марки 430 предназначена для видимых внешних поверхностей и внутренних компонентов барабана в стиральных машинах, где косметический внешний вид и устойчивость к пятнам являются повышенными требованиями. Лист алюминиевого сплава — обычно 3003 или 5052 — используется в ребрах теплообменника и декоративных передних панелях, где снижение веса и совместимость с анодированием являются приоритетами.
Структурные роли: кронштейны, шасси и соединительные детали
В сборке бытовой техники штампованные детали бытовой техники выполняют три основные структурные функции. Монтажные кронштейны двигателей фиксируют внутренние двигатели — компрессоры в холодильниках, приводные двигатели в стиральных машинах, двигатели вентиляторов во внутренних блоках кондиционеров — к раме устройства с достаточной жесткостью, чтобы изолировать вибрацию и предотвратить усталостное разрушение в местах крепления в течение всего срока службы изделия. Штамповки шасси образуют несущий каркас, который поддерживает корпус устройства, несет вес внутренних компонентов и обеспечивает исходные размеры, от которых отсчитываются все операции сборки. Соединительные детали соединяют основные узлы, передавая механические нагрузки между структурной рамой, дверными петлями, монтажными конструкциями панели управления и кронштейнами для прокладки трубопроводов или жгутов проводов.
Требования к контролю качества штамповок хозяйственного назначения
При производстве штампованных деталей бытовой техники проводятся строгие проверки качества, чтобы соответствовать требованиям длительного срока службы бытовой техники. Следующие параметры контроля регулярно проверяются на входном контроле, в точках внутрипроизводственного контроля и окончательной приемке:
- Плоскостность и точность формы: Панели шасси и монтажные поверхности кронштейнов проверяются на поверхностных пластинах или приспособлениях КИМ для подтверждения плоскостности в пределах спецификации — обычно 0,3–0,8 мм по всей длине панели — чтобы обеспечить правильную посадку сборки и предотвратить концентрацию напряжений в точках крепления.
- Коррозионная стойкость: Испытание в солевом тумане согласно ISO 9227 — от 72 до 240 часов в зависимости от применения — подтверждает, что система покрытия (цинкование, гальванизация или порошковое покрытие) обеспечивает адекватную защиту для предполагаемой среды эксплуатации.
- Проверка размеров критических характеристик: Диаметры отверстий, расстояния между краями и углы изгиба фланцев на границах сборки измеряются оптическим компаратором или координатно-измерительной машиной с определенной частотой выборки, чтобы подтвердить, что детали остаются в пределах окна допуска на протяжении всего производственного цикла.
- Контроль высоты бора: Открытые кромки и перфорированные отверстия проверяются на наличие заусенцев (обычно требуется менее 0,1 мм) во избежание повреждения изоляции проводов, травм оператора во время сборки и концентрации напряжений, которые могут вызвать усталостные трещины во время работы устройства.
Сравнение требований к приложениям в сегментах штамповки
Три основных сегмента — обычные металлические штампованные детали, электронные штампованные детали, штампованные детали для ноутбуков и штампованные детали для бытовой техники — используют один и тот же основной производственный процесс, но значительно различаются по марке материала, размерным допускам, качеству поверхности и требованиям к среде обслуживания. В таблице ниже приведены ключевые различия для поддержки решений по спецификации и выбору поставщиков:
| Атрибут | Электронные штампованные детали | Детали для штамповки ноутбуков | Штамповочные детали для бытовой техники |
|---|---|---|---|
| Типичная толщина материала | 0,1 – 0,5 мм | 0,3 – 1,0 мм | 0,5 – 2,5 мм |
| Ключевые материалы | Фосфористая бронза, бериллиевая медь, нейзильбер. | Высокопрочная нержавеющая сталь, холоднокатаная сталь. | Оцинкованная сталь, нержавеющая сталь 430, алюминиевый сплав. |
| Размерный допуск | ±0,02 – ±0,05 мм | ±0,05 – ±0,10 мм | ±0,10 – ±0,30 мм |
| Первичный фокус на производительности | Проводимость, контактная сила, ослабление электромагнитных помех | Усталостная долговечность, жесткость, минимизация веса | Коррозионная стойкость, несущая способность конструкции |
| Обработка поверхности | Позолота, никелирование, олово. | Химический никель, черный оксид, химическая конверсия | Горячее цинкование, порошковая покраска, анодирование. |
| Расчетный срок службы | 3 – 5 лет (потребительский цикл) | 3 – 7 лет | 10 – 15 лет |

Поиск металлических штампованных деталей: что оценить у поставщика
Выбор способного поставщика штамповки требует параллельной оценки технической инфраструктуры, систем управления качеством и производственных мощностей. Самая низкая цена за единицу продукции от поставщика, не имеющего проверенных инструментов, оборудования для контроля в процессе производства и контроля обработки поверхности, будет постоянно приводить к более высоким общим затратам из-за доработок, остановок линий и возвратов на местах. Следующие критерии обеспечивают структурированную структуру оценки:
- Конструкция оснастки и возможности обслуживания: Собственная прогрессивная конструкция штампов, инструментальное оборудование с ЧПУ и документированные графики технического обслуживания штампов являются показателями того, что поставщик может контролировать качество деталей с помощью инструментального актива, а не полагаться на сортировку.
- Диапазон мощности пресса: Парк поставщиков, включающий 25-тонные настольные прессы и 400-тонные прессы с промежуточной рамой или прямосторонние прессы, указывает на способность обрабатывать как деликатные детали для электронной штамповки, так и крупногабаритные детали для штамповки бытовой техники в рамках одного поставщика.
- Метрологическая и инспекционная инфраструктура: Возможности КИМ, оптические компараторы, тестеры шероховатости поверхности и камеры для испытаний в солевом тумане на месте указывают на то, что поставщик может получать объективные данные о качестве, а не полагаться только на визуальный осмотр.
- Сертификаты: ISO 9001:2015 как базовая система менеджмента качества; IATF 16949 для участия в цепочке поставок автомобилей; ISO 14001 по экологическому менеджменту — особенно актуален, когда в процессах обработки поверхности используются регулируемые химические вещества.
- Отслеживаемость материалов: Сертификаты заводов, связанные с записями производственных партий, позволяют группам по анализу отказов отслеживать дефекты на местах до конкретных плавок материала и циклов обработки — это непреложное требование для деталей для штамповки ноутбуков и деталей для электронной штамповки, поставляемых на регулируемые конечные рынки.
Предыдущий пост
Легкий вес и высокая точность: стратегии глубокой вытяжки, способствующие инновациям в области кузовных панелей электромобилей
Следующий пост
От панелей кузова до корпусов аккумуляторов: инженерные решения, лежащие в основе автомобильных штампов глубокой вытяжки
Наш Продукты.
Начните свой бизнес с OEM-производителем прямо здесь!
Предоставление клиентам по всему миру комплексных решений «под ключ»
через
инновация!
БЫСТРЫЕ ССЫЛКИ
НОВОСТИ
КОНТАКТНАЯ ИНФОРМАЦИЯ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 № 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
№ 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
Авторское право © Сучжоу Shuangqisi Mold Equipment Co., Ltd. Все права защищены. Штамповочная матрица на заказ Производители штампов для штамповки металла
