-
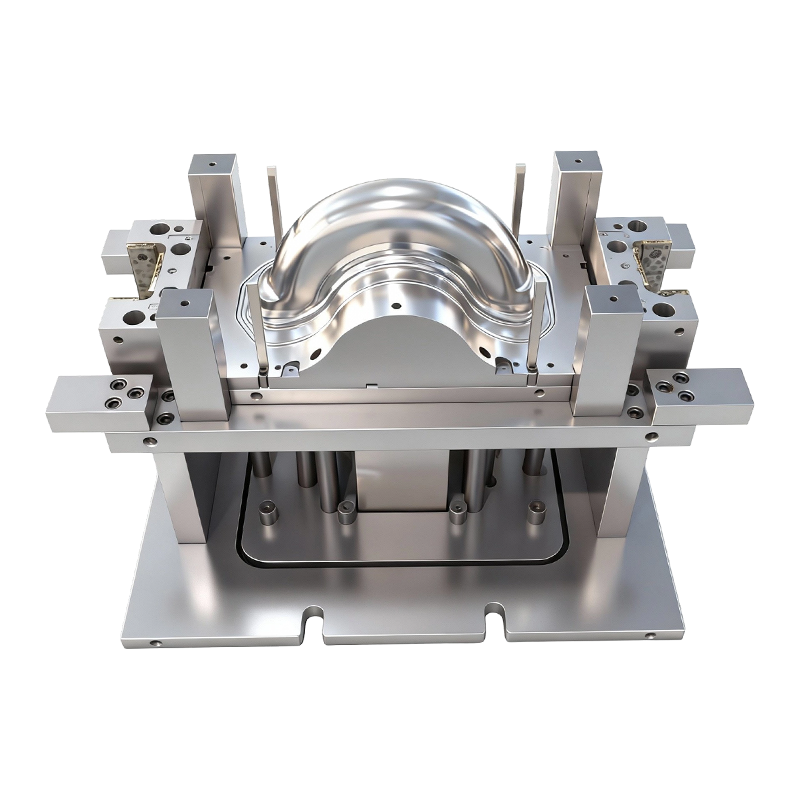
Пресс-форма для глубокой вытяжки передних и задних колес двухколесных электромобилей.
Эта форма глубокой вытяжки для передних и задни...
-
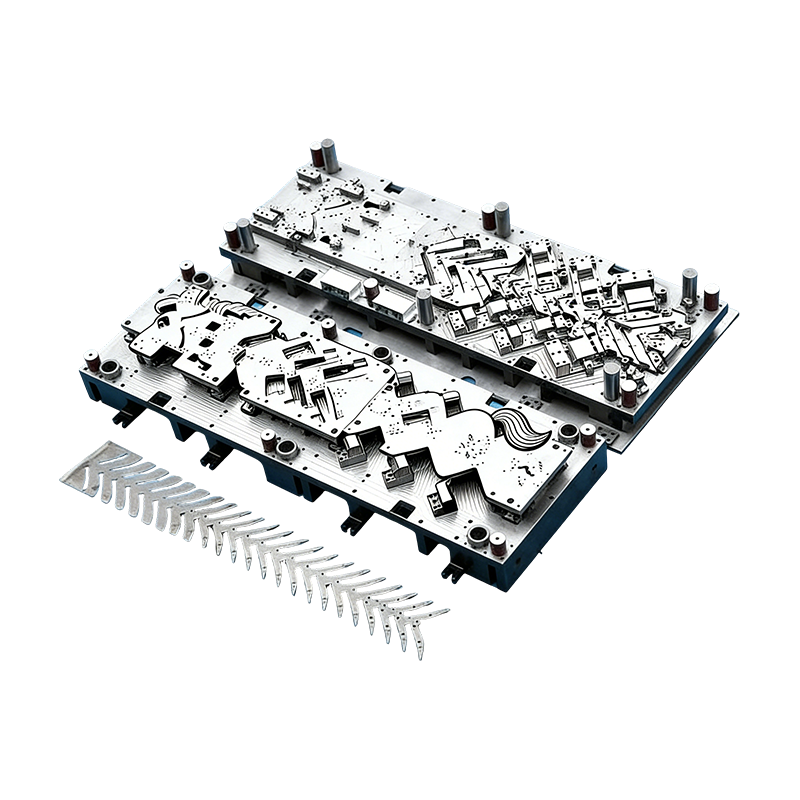
Прогрессивные формы для автомобильных деталей
Эта непрерывная пресс-форма для корпусов автомо...
-
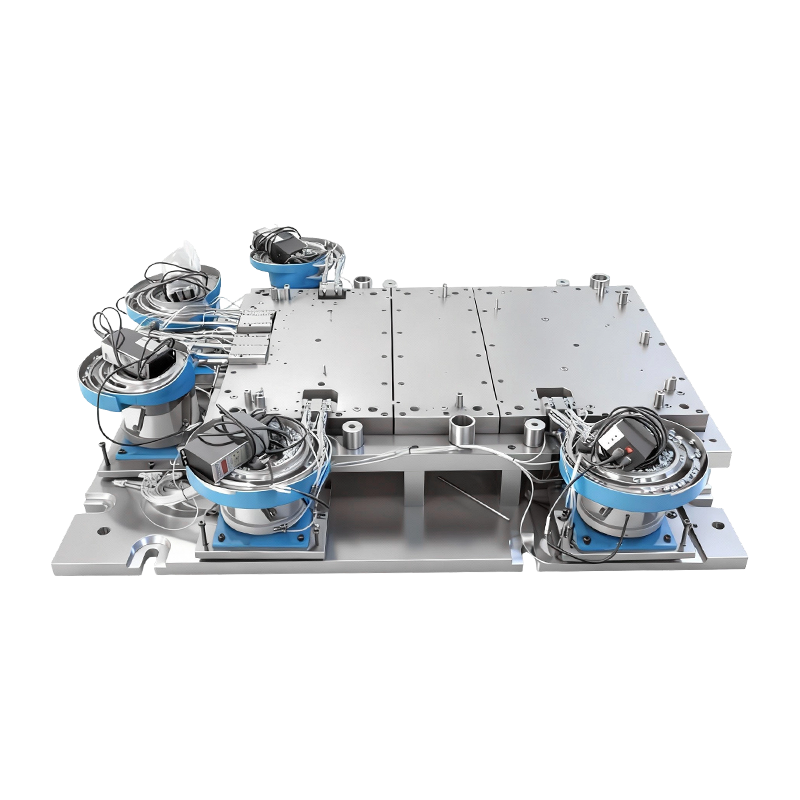
Автоматическая клепальная форма для большой компьютерной машины
Эта автоматическая клепальная форма для основан...
-
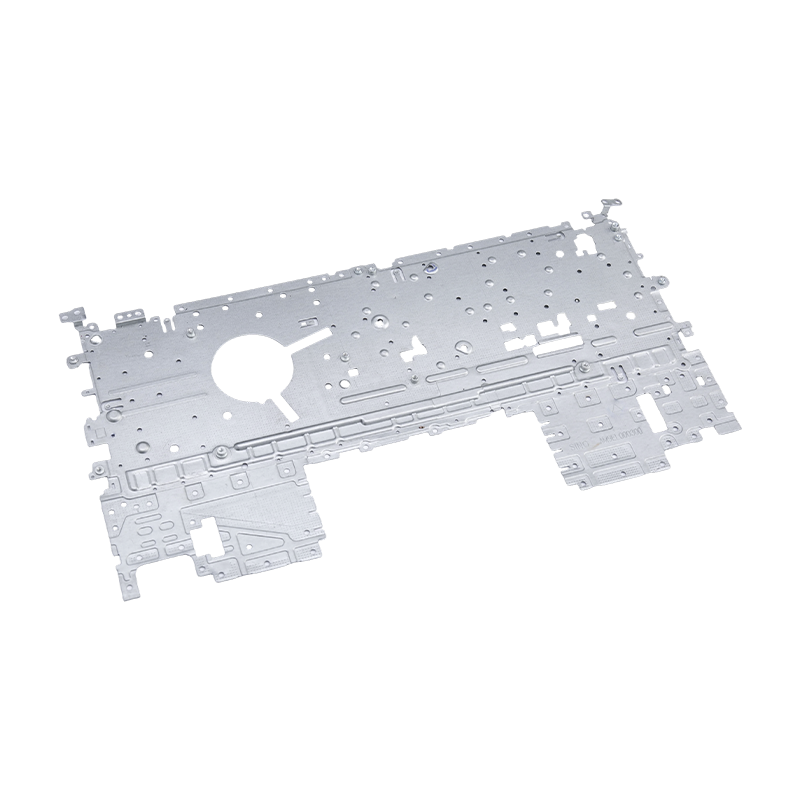
Штамповка деталей ноутбука
Наши штампованные детали для ноутбуков представ...
-
Высококачественные детали для штамповки в печи
Наши высококачественные детали для штамповки пе...
-
Высококачественные большие детали для компьютерной штамповки
Наши высококачественные детали для крупных комп...
Новости отрасли
Главная / Новости / Новости отрасли / Легкий вес и высокая точность: стратегии глубокой вытяжки, способствующие инновациям в области кузовных панелей электромобилей
Легкий вес и высокая точность: стратегии глубокой вытяжки, способствующие инновациям в области кузовных панелей электромобилей
2026-05-07
Что отличает автомобильные штампы для глубокой вытяжки от стандартных инструментов
Штампы глубокой вытяжки, используемые в производстве автомобилей и электромобилей, не являются взаимозаменяемыми с инструментами общего назначения для обработки листового металла. Это специально разработанные системы, состоящие из четырех основных компонентов — пуансонов, матриц, держателей заготовок и комплектов матриц — каждый из которых оптимизирован для совместной работы при экстремальных нагрузках при штамповке. В типичном автомобильном штамповочном прессе пуансон опускается в полость матрицы, в то время как держатель заготовки оказывает контролируемое давление вниз на кромку листа, направляя поток металла в полость без складок и разрывов. Набор штампов представляет собой жесткую структурную раму, которая сохраняет выравнивание при циклических нагрузках, которые могут превышать несколько сотен тонн за ход.
Что отличает автомобильный уровень штампы для глубокой вытяжки — это прецизионный допуск, требуемый для всего инструмента. Точность размеров обычно соблюдается ±0,02 мм Это требование обусловлено тем фактом, что совокупные отклонения по всей панели кузова (например, внешней панели двери) непосредственно приводят к видимым поверхностным дефектам или монтажным зазорам, которые влияют как на эстетику, так и на конструктивное соответствие. Чистота поверхности радиусов пуансона и штампа одинаково важна: значение Ra равно ≤0,05 мкм (почти зеркальное качество) сводит к минимуму утончение и образование задиров, вызванных трением, особенно при обработке высокопрочных или легких сплавов.
Формуемость алюминиевых сплавов и роль температуры плавления алюминия в технологическом проектировании
Алюминиевый сплав стал доминирующим легким материалом как для традиционных автомобильных кузовных панелей, так и для структурных компонентов электромобилей, благодаря своему благоприятному соотношению прочности к весу, коррозионной стойкости и возможности вторичной переработки. Однако при глубокой вытяжке алюминий сталкивается с уникальными проблемами, которые напрямую связаны со свойствами его материала, включая его термическое поведение по отношению к температура плавления алюминия .
Чистый алюминий плавится при температуре примерно 660 °С , но алюминиевые сплавы, используемые в автомобильной штамповке — в первую очередь серии 5xxx (Аль-Мг) и 6xxx (Аль-Мг-Си) — имеют диапазоны плавления, начинающиеся немного ниже, в зависимости от состава сплава. Хотя сама точка плавления алюминия не достигается напрямую во время холодной штамповки, она очень важна для двух смежных с процессом областей: теплой штамповки и управления охлаждением штампа. При теплой штамповке алюминия заготовки нагревают до 200–300 °C (тщательно выбранной доли точки плавления), чтобы повысить пластичность и уменьшить упругость, что позволяет создавать изделия сложной геометрии, которые могут растрескаться в условиях формовки при температуре окружающей среды. Разработчики штампов должны учитывать тепловое расширение при этих температурах, соответствующим образом перекалибровывая зазоры и параметры силы держателя заготовки.
Даже при обычной холодной глубокой вытяжке тепло трения, выделяемое на границах раздела пуансон-заготовка и штамп-заготовка, может значительно повысить локальную температуру поверхности. Для алюминиевых сплавов, которые имеют относительно низкую температуру плавления по сравнению со сталью, чрезмерный локальный нагрев ускоряет истирание — адгезионный перенос алюминия на поверхности матрицы — что ухудшает качество поверхности, увеличивает усилия формовки и сокращает срок службы инструмента. Это делает стратегию смазки и выбор покрытия поверхности штампа особенно важными при обработке. алюминиевый сплав листы.
Распространенные автомобильные алюминиевые сплавы и их формовочные характеристики
| Серия сплавов | Типичная оценка | Диапазон плавления (°C) | Ключевое приложение |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Внутренняя часть капота, внутренняя часть дверей, корпуса электромобилей |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Внешние панели кузова, структурные затворы |
| Mg-Al (магний-алюминий) | АЗ31, АМ60 | 470–630 | Корпуса аккумуляторов электромобилей, приборные панели |
Специальная конструкция штампа для электромобилей: коэффициенты глубокой вытяжки, корпуса аккумуляторов и легкий вес
Производство электромобилей предъявляет требования к штампам глубокой вытяжки, которые выходят за рамки требований традиционной автомобильной штамповки. Наиболее технически сложной областью применения является создание корпусов аккумуляторных батарей из магниево-алюминиевого сплава — больших, глубоких, структурно сложных корпусов, которые защищают массивы аккумуляторных элементов и вносят вклад в общий вес автомобиля. Эти компоненты требуют коэффициенты глубокой вытяжки более 2,5:1 (отношение диаметра заготовки к диаметру пуансона), что доводит материал до предела его пластичности и требует исключительной разработки штампов, чтобы избежать растрескивания фланцев или чрезмерного утонения стенок.
Минимизация утончения материала по вытянутой стенке имеет решающее значение для корпусов аккумуляторов, поскольку однородность толщины стенки напрямую влияет на жесткость конструкции и устойчивость к ударам. Разработчики штампов решают эту проблему с помощью нескольких скоординированных стратегий: оптимизация радиуса вершины пуансона для более равномерного распределения нагрузки, внедрение профилей переменной силы держателя заготовки (BHF), которые постепенно увеличивают давление по мере увеличения глубины вытяжки, а также применение многоэтапных последовательностей вытяжки для особенно глубоких геометрических форм вместо попыток формовки за одну операцию.
Сдвиг в сторону облегчения также привел к внедрению модульных структур в программах электромобилей. Вместо обработки монолитного блока матрицы в модульных конструкциях используются сменные пластины для зон повышенного износа, таких как радиусы входа матрицы и углы пуансона. Этот подход снижает стоимость оснастки для каждой программы автомобиля на 20–35% в сценариях с большими объемами, поскольку изношенные вставки можно заменить, не снимая весь набор штампов. Модульные штампы также обеспечивают более быструю адаптацию, когда итерации дизайна происходят во время цикла разработки электромобилей, который имеет тенденцию двигаться быстрее, чем традиционные автомобильные программы.
Контроль силы держателя заготовки: одновременное предотвращение образования складок и растрескивания
Усилие держателя заготовки — это единственная наиболее влиятельная переменная процесса при глубокой вытяжке, и ее правильная калибровка — это то, что отличает стабильный производственный процесс от процесса, подверженного браку. Слишком малое значение BHF позволяет фланцу прогибаться под сжимающим окружным напряжением, образуя складки, которые невозможно разгладить при последующих операциях. Слишком большое значение BHF предотвращает затекание металла в полость штампа, что приводит к разрушению стенки при растяжении — обычно на радиусе пуансона, где материал самый тонкий.
Для алюминиевый сплав листов приемлемое окно BHF уже, чем для низкоуглеродистой стали, поскольку алюминий имеет более низкий показатель деформационного упрочнения и более чувствителен к локализованному утонению. Современное автомобилестроение штампы для глубокой вытяжки Для решения этой проблемы используйте гидравлические или сервоуправляемые держатели заготовок, которые могут динамически регулировать давление в реальном времени на основе обратной связи от датчиков нагрузки, встроенных в конструкцию матрицы. Такое управление с обратной связью особенно ценно при волочении деталей из магниево-алюминиевых сплавов при повышенных температурах, когда напряжение течения материала постоянно меняется по мере охлаждения заготовки во время хода.
При настройке параметров держателя заготовки для новой операции глубокой вытяжки необходимо учитывать следующие факторы:
- Предел текучести и относительное удлинение материала: Более прочные сплавы требуют большей BHF для предотвращения образования складок, но одновременно более уязвимы к растрескиванию, что требует более узкого диапазона регулирования.
- Геометрия заготовки и глубина вытяжки: Заготовки некруглой формы, часто используемые в дверных панелях и корпусах аккумуляторов, создают неравномерное распределение напряжений на фланцах, что требует сегментированных держателей заготовок или держателей с изменяемой геометрией.
- Толщина смазочной пленки: Более толстые смазочные пленки уменьшают трение и уменьшают BHF, необходимую для предотвращения истирания, но чрезмерная смазка может вызвать эффект аквапланирования, который дестабилизирует течение металла.
- Скорость хода пресса: Более высокие скорости штамповки увеличивают скорость деформации, что влияет на напряжение текучести алюминия и сужает безопасный диапазон BHF, что является критически важным фактором при переходе от прототипа к прессовым линиям массового производства.
Разработка штампов на основе моделирования и интеллектуальный мониторинг в массовом производстве
Разработка современных автомобильных штампов больше не зависит только от физических испытаний. Моделирование формовки на основе анализа методом конечных элементов (FEA) с использованием таких программных платформ, как AutoForm или Dynaform, позволяет инженерам штампов виртуально проверять условия формовки перед тем, как будет вырезана отдельная деталь инструментальной стали. Моделирование точно прогнозирует распределение утончения, зоны риска образования складок, величину упругого возврата и требования к формовочному усилию, что позволяет разработчикам оптимизировать геометрию пуансона, радиусы входа в матрицу и профили BHF с помощью вычислений. Для алюминиевый сплав Для компонентов сложной кривизны моделирование может сократить количество итераций физических испытаний на 40–60 %, что значительно сокращает сроки разработки кристаллов.
Когда штампы поступают в массовое производство, интеллектуальные системы мониторинга поддерживают стабильность процесса при тысячах ударов за смену. Датчики акустической эмиссии обнаруживают появление истираний или задиров на поверхности до того, как они станут заметными. Массивы тензодатчиков в конструкции матрицы отслеживают формирующую силу в реальном времени, отмечая отклонения, которые указывают на изменение материала заготовки или разрушение смазки. Системы технического зрения выполняют 100% оптический контроль вытянутых деталей сразу после их извлечения, сравнивая критические размеры с номинальными значениями CAD и автоматически помечая детали, выходящие за пределы допусков, для удаления до того, как они достигнут последующей сборки.
Такая интеграция моделирования и внутрипечатного мониторинга отражает более широкий переход в отрасли: штампы для глубокой вытяжки больше не являются пассивным инструментом, а являются активными компонентами производственной системы, управляемой данными. Для производителей автомобилей и электромобилей, стремящихся к производству без дефектов, инвестиции в проверенные с помощью моделирования конструкции штампов и производственную оснастку, оснащенную датчиками, не являются премиальным вариантом — это конкурентное базовое требование, поскольку отрасль ускоряет переход к облегчению веса с помощью передовых технологий. алюминиевый сплав материалы.

Предыдущий пост
Штамповочные детали автомобильных сидений: руководство по качеству и установке
Следующий пост
Металлические штампованные детали: виды и применение
Наш Продукты.
Начните свой бизнес с OEM-производителем прямо здесь!
Предоставление клиентам по всему миру комплексных решений «под ключ»
через
инновация!
БЫСТРЫЕ ССЫЛКИ
НОВОСТИ
КОНТАКТНАЯ ИНФОРМАЦИЯ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 № 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
№ 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
Авторское право © Сучжоу Shuangqisi Mold Equipment Co., Ltd. Все права защищены. Штамповочная матрица на заказ Производители штампов для штамповки металла
