-
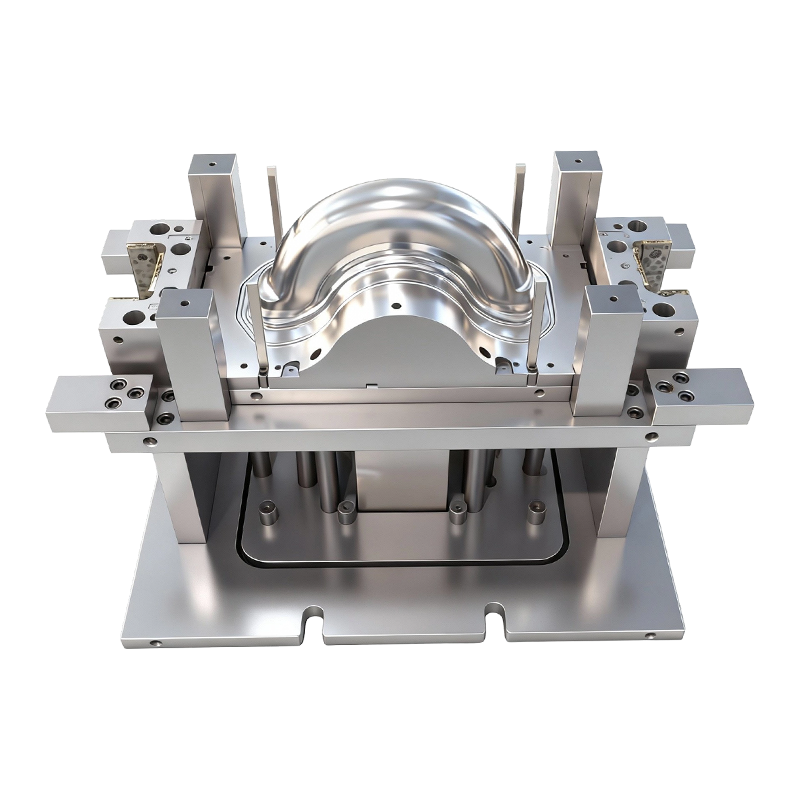
Пресс-форма для глубокой вытяжки передних и задних колес двухколесных электромобилей.
Эта форма глубокой вытяжки для передних и задни...
-
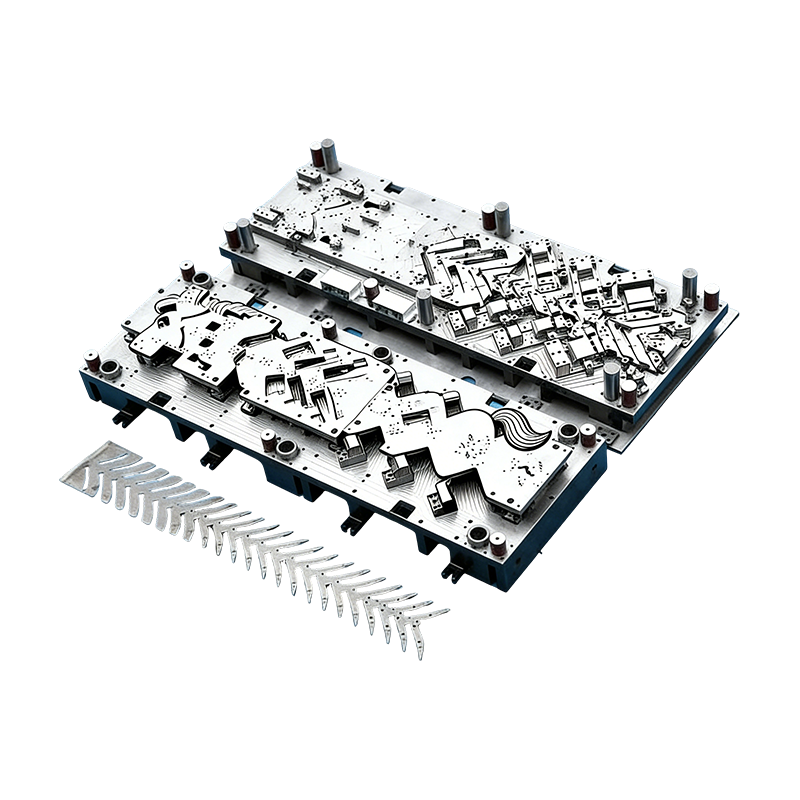
Прогрессивные формы для автомобильных деталей
Эта непрерывная пресс-форма для корпусов автомо...
-
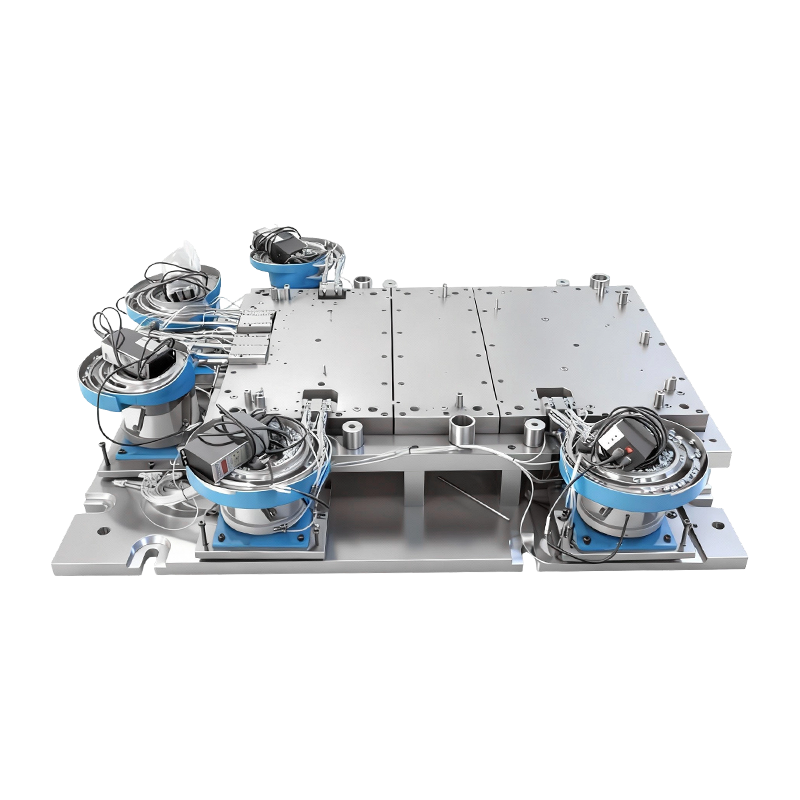
Автоматическая клепальная форма для большой компьютерной машины
Эта автоматическая клепальная форма для основан...
-
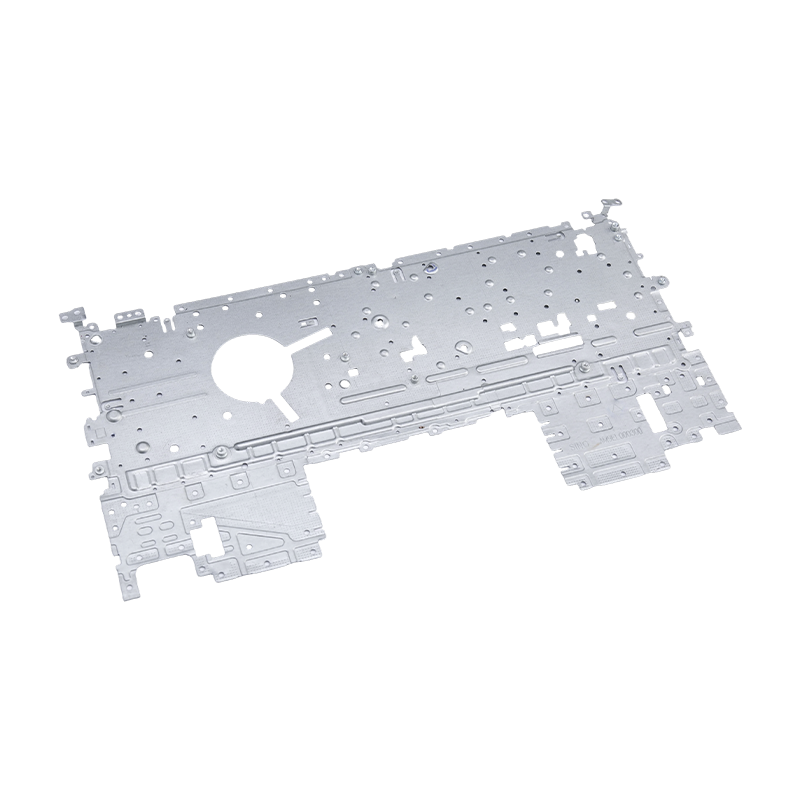
Штамповка деталей ноутбука
Наши штампованные детали для ноутбуков представ...
-
Высококачественные детали для штамповки в печи
Наши высококачественные детали для штамповки пе...
-
Высококачественные большие детали для компьютерной штамповки
Наши высококачественные детали для крупных комп...
Новости отрасли
Главная / Новости / Новости отрасли / От панелей кузова до корпусов аккумуляторов: инженерные решения, лежащие в основе автомобильных штампов глубокой вытяжки
От панелей кузова до корпусов аккумуляторов: инженерные решения, лежащие в основе автомобильных штампов глубокой вытяжки
2026-04-21
Что такое автомобильные штампы и как они работают
Штамповочные штампы для автомобильной промышленности представляют собой прецизионные инструментальные системы, используемые для формирования из плоских металлических листов сложных трехмерных компонентов посредством контролируемой пластической деформации. Среди различных типов, чертежные штампы и штампы для глубокой вытяжки являются наиболее важными для производства полых или чашеобразных деталей — от наружных панелей дверей и капотов до аккумуляторных корпусов и структурного усиления.
Процесс глубокой вытяжки заключается в вдавливании плоской металлической заготовки в полость матрицы с помощью пуансона, в то время как держатель заготовки применяет контролируемое усилие, чтобы направлять поток металла и предотвращать появление дефектов. В отличие от мелкой формовки, при глубокой вытяжке достигается соотношение диаметра заготовки к диаметру пуансона, которое обычно превышает 2,5:1, что позволяет производить детали значительно большей глубины по сравнению с их шириной. Эта возможность важна для автомобильной промышленности, где сложная геометрия и структурная целостность должны сосуществовать.
Полная сборка матрицы обычно включает в себя четыре основных компонента:
- удар , что физически деформирует металлическую заготовку вниз в полость
- умереть (мама-форма), определяющая внешнюю форму и размеры формуемой детали.
- пустой держатель , который оказывает регулируемое давление на фланец из листового металла для управления потоком материала.
- умереть set (основание и направляющая в сборе), что обеспечивает точное выравнивание и повторяемость в течение всего производственного цикла.
Вместе эти компоненты должны быть спроектированы с уровнем допуска, который обычно поддерживается на уровне ±0,02 мм , обеспечивая точность размеров при крупносерийном производстве, которое может достигать сотен тысяч деталей в год.
Ключевые критерии проектирования высокопроизводительных штампов для глубокой вытяжки
Разработка эффективных штампов глубокой вытяжки для использования в автомобилестроении требует баланса множества конкурирующих инженерных требований. Плохая конструкция приводит к растрескиванию, сморщиванию, пружинению или преждевременному износу инструмента — все это напрямую увеличивает производственные затраты и время простоя. Следующие параметры имеют решающее значение для достижения стабильной и бездефектной продукции.
Контроль силы держателя заготовки
Усилие держателя заготовки (BHF) является одной из наиболее влиятельных переменных в процессе глубокой вытяжки. Недостаточная BHF приводит к короблению и сморщиванию листового металла при его движении внутрь; чрезмерная BHF ограничивает поток материала и приводит к разрывам или растрескиванию по радиусу пуансона. Современный автомобильные штамповочные штампы используйте гидравлические или сервоуправляемые держатели заготовок, способные динамически регулировать давление на протяжении всего цикла хода — часто варьирующееся от 20% до 80% максимального усилия в зависимости от глубины формовки и типа материала.
Чистота поверхности и снижение трения
Поверхности матрицы, контактирующие с металлическим листом, должны иметь сверхгладкую поверхность, чтобы свести к минимуму утончение и истирание, вызванное трением. Отраслевые стандарты для высокой производительности штампы для глубокой вытяжки требуют шероховатости поверхности Ра ≤ 0,05 мкм Это достигается за счет полировки, твердого хромирования или физического осаждения из паровой фазы (PVD) покрытий, таких как TiCN или DLC (алмазоподобный углерод). Эти покрытия также значительно продлевают срок службы инструмента, сокращая интервалы замены в условиях массового производства.
Модульная инструментальная архитектура
Модульные конструкции матрицы позволяют заменять отдельные компоненты, такие как пуансоны, вставки или сегменты держателей заготовок, независимо друг от друга, не требуя полной замены матрицы. Для производителей автомобильного оборудования, использующих несколько вариантов моделей на общих платформах, модульность сокращает инвестиции в инструменты на 25–40 % и сокращает время переналадки с часов до минут. Такой подход к проектированию также упрощает планирование технического обслуживания и обеспечивает более быструю адаптацию к заказам на инженерные изменения (ECO).
Приложения в традиционных транспортных средствах и электромобилях
Хотя фундаментальная механика глубокой вытяжки остается неизменной, конкретные требования к традиционным автомобилям и электромобилям (EV) существенно различаются, что отражает различия в материалах, геометрии и структурных приоритетах.
| Параметр | Традиционные транспортные средства | Электромобили |
|---|---|---|
| Первичные материалы | Мягкая сталь, сталь HSLA | Алюминиевый сплав, магниево-алюминиевый сплав |
| Типичный коэффициент вытяжки | 1,8:1 – 2,2:1 | 2,5:1 и выше |
| Ключевые формованные компоненты | Дверные панели, капоты, крышки багажника | Корпуса аккумуляторов, корпуса двигателей, напольные поддоны |
| Требование допуска | ±0,05 мм (панели кузова) | ±0,02 мм (battery enclosures) |
| Вызов материала | Износостойкость при формовке стали | Предотвращение истирания мягкими сплавами |
Для приложений, ориентированных на электромобили, чертежные штампы Разработанные для корпусов батарей из магниево-алюминиевого сплава, сталкиваются с уникальными проблемами. Эти легкие сплавы имеют более низкую пластичность, чем сталь, и более склонны к пружинению и образованию задиров на поверхности. Штампы для этих компонентов обычно проектируются с использованием нагретой оснастки (теплая формовка при 200–300°C) для улучшения потока материала, а также со специализированными каналами подачи смазки, встроенными в конструкцию матрицы для поддержания стабильных условий трения в течение длительного производственного цикла.
Технологии моделирования и интеллектуальный мониторинг в штампостроении
Современный автомобильные штамповочные штампы разрабатываются совместно с передовыми платформами моделирования еще до производства физических инструментов. Программное обеспечение для анализа методом конечных элементов (FEA), включающее такие инструменты, как AutoForm, Pam-Stamp и LS-DYNA, позволяет инженерам виртуально моделировать весь процесс формования, с высокой точностью прогнозируя распределение утончений, зоны риска образования складок, величину упругого возврата и требования к давлению держателя заготовки.
Типичный рабочий процесс моделирования сложного компонента глубокой вытяжки включает в себя:
- Ввод характеристик материала - предел текучести, значение n (показатель деформационного упрочнения), значение r (коэффициент пластической анизотропии) для конкретного сплава и отпуска.
- Анализ предельной диаграммы формования (FLD) — определение безопасных, предельных и зон разрушения внутри формованной детали.
- Моделирование компенсации пружинистости — прогнозирование упругого восстановления и предварительная компенсация геометрии матрицы для достижения окончательной конечной формы.
- Виртуальная итерация испытания штампа — сокращение циклов физических испытаний с 10–15 до менее 5 на деталь, что позволяет существенно сэкономить время и материальные затраты.
Помимо проектирования, интеллектуальные системы мониторинга все чаще внедряются в производство. штампы для глубокой вытяжки себя. Пьезоэлектрические датчики силы измеряют распределение силы держателя заготовки в режиме реального времени, а датчики акустической эмиссии обнаруживают ранние признаки истирания или растрескивания материала до того, как будут изготовлены дефектные детали. Данные от этих датчиков поступают в системы управления производством (MES), обеспечивая управление процессом с обратной связью, которое динамически регулирует параметры пресса, сохраняя стабильность размеров даже при том, что свойства партии материала различаются в зависимости от партии рулонов.
Выбор материала и обработка поверхности для увеличения срока службы инструмента
Срок службы чертежные штампы в крупносерийном автомобильном производстве является решающим экономическим фактором. Ожидается, что типичный набор штампов для панелей кузова будет производить от 500 000 до 1 000 000 деталей, прежде чем потребуется капитальный ремонт. Достижение этого требует тщательного выбора материалов штампов и обработки поверхности, соответствующих материалу заготовки и объему производства.
Обычные материалы штампов, используемые в автомобильной штамповке, включают:
- Ковкий чугун (GGG70L) — экономичность для штампов малого и среднего объема, хорошая обрабатываемость, но низкая твердость (58–62 HRC после обработки)
- Инструментальная сталь (Д2, ДЦ53) — более высокая твердость и износостойкость, предпочтительна для штампов для штамповки стали в больших объемах
- Твердосплавные вставки — наносится на контактные зоны с высоким уровнем износа, такие как радиусы штампов и волочильные валики, продлевая местный срок службы в 3–5 раз по сравнению с использованием только инструментальной стали.
- Алюминиевые бронзовые сплавы — используется для штампов, формирующих алюминиевые или магниевые заготовки, предотвращая истирание из-за сочетания разнородных материалов.
Поверхностная обработка, нанесенная после механической и термической обработки, еще больше повышает производительность. Азотирование увеличивает твердость поверхности до 70 HRC, сохраняя при этом прочность сердцевины. Покрытия PVD, такие как TiAlN, обеспечивают твердость, превышающую 3000 HV, и снижают коэффициент трения с ~0,15 до менее 0,05, что напрямую приводит к уменьшению утончения в легких компонентах электромобилей, где однородность толщины стенок имеет решающее значение для герметизации корпуса аккумулятора и структурных характеристик.
Адаптация автомобильных штамповочных штампов к тенденциям облегчения и высокой прочности
Ускоряющийся переход автомобильной промышленности к уменьшению веса, обусловленный как эффективностью электромобилей, так и нормами выбросов, фундаментально меняет требования, предъявляемые к автомобилям. автомобильные штамповочные штампы . Усовершенствованные высокопрочные стали (AHSS) с пределом прочности на разрыв более 1000 МПа, а также алюминиевые сплавы серий 6xxx и 7xxx все чаще заменяют традиционную мягкую сталь в конструкционных применениях. Эти материалы требуют значительно более высоких формовочных усилий, более точного контроля BHF и улучшенных стратегий компенсации пружинения по сравнению с их предшественниками.
Ответ производителей, поставляющих штампы на этот развивающийся рынок, был разнонаправленным. Структуры штампов перепроектируются с целью повышения жесткости, чтобы выдерживать повышенные нагрузки при формовке без ошибок в размерах, вызванных прогибами. Каналы охлаждения и нагрева интегрированы в корпуса штампов, что позволяет осуществлять теплую или горячую штамповку алюминия и бористой стали. А процессы испытаний, основанные на моделировании, сокращают сроки разработки даже по мере увеличения сложности детали.
В конечном счете, штампы для глубокой вытяжки Компоненты автомобилей и электромобилей следующего поколения должны одновременно обеспечивать более жесткие допуски, более длительный срок службы, более быструю настройку и совместимость с более широким спектром современных материалов. Достижение этого баланса требует комплексного инженерного подхода — сочетания точного производства, современных покрытий, мониторинга процессов в реальном времени и знаний в области материаловедения — который позиционирует технологию штампов глубокой вытяжки как основной фактор трансформации автомобильной промышленности.

Предыдущий пост
Металлические штампованные детали: виды и применение
Следующий пост
Почему алюминиевый сплав заменяет сталь в деталях электронной штамповки?
Наш Продукты.
Начните свой бизнес с OEM-производителем прямо здесь!
Предоставление клиентам по всему миру комплексных решений «под ключ»
через
инновация!
БЫСТРЫЕ ССЫЛКИ
НОВОСТИ
КОНТАКТНАЯ ИНФОРМАЦИЯ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 № 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
№ 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
Авторское право © Сучжоу Shuangqisi Mold Equipment Co., Ltd. Все права защищены. Штамповочная матрица на заказ Производители штампов для штамповки металла
