-
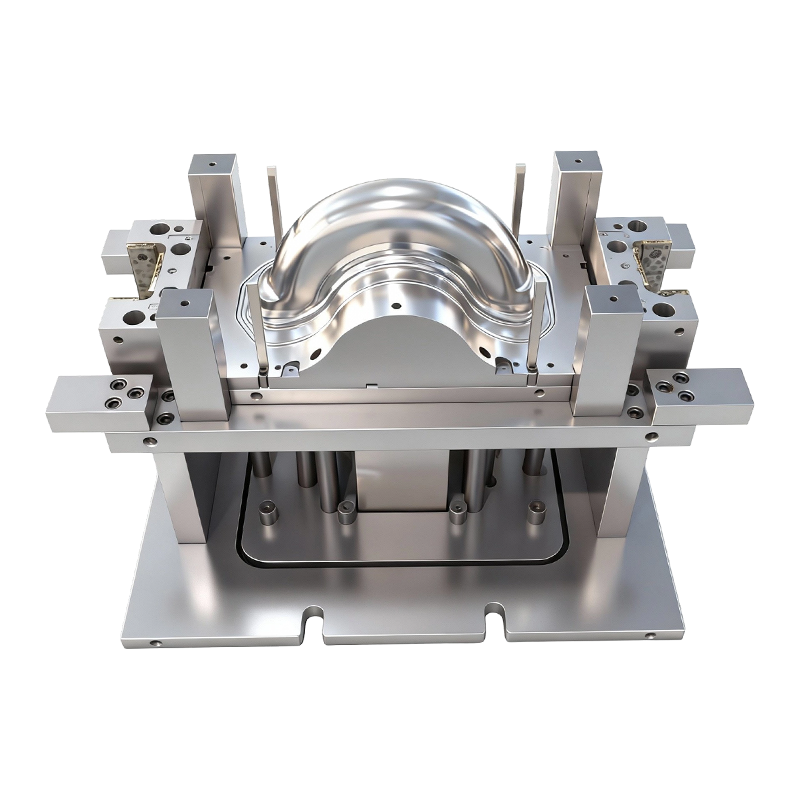
Пресс-форма для глубокой вытяжки передних и задних колес двухколесных электромобилей.
Эта форма глубокой вытяжки для передних и задни...
-
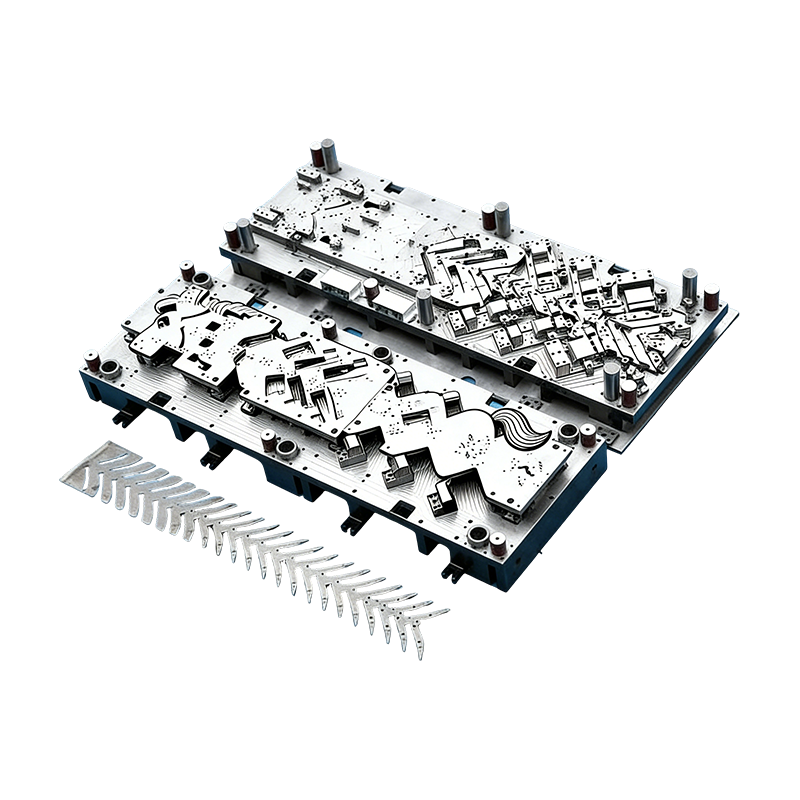
Прогрессивные формы для автомобильных деталей
Эта непрерывная пресс-форма для корпусов автомо...
-
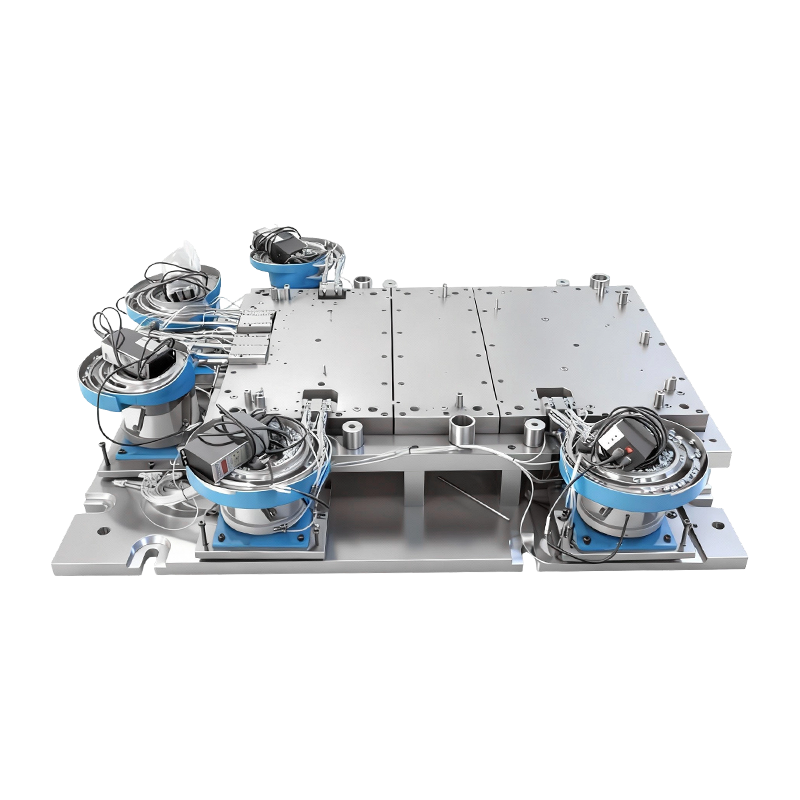
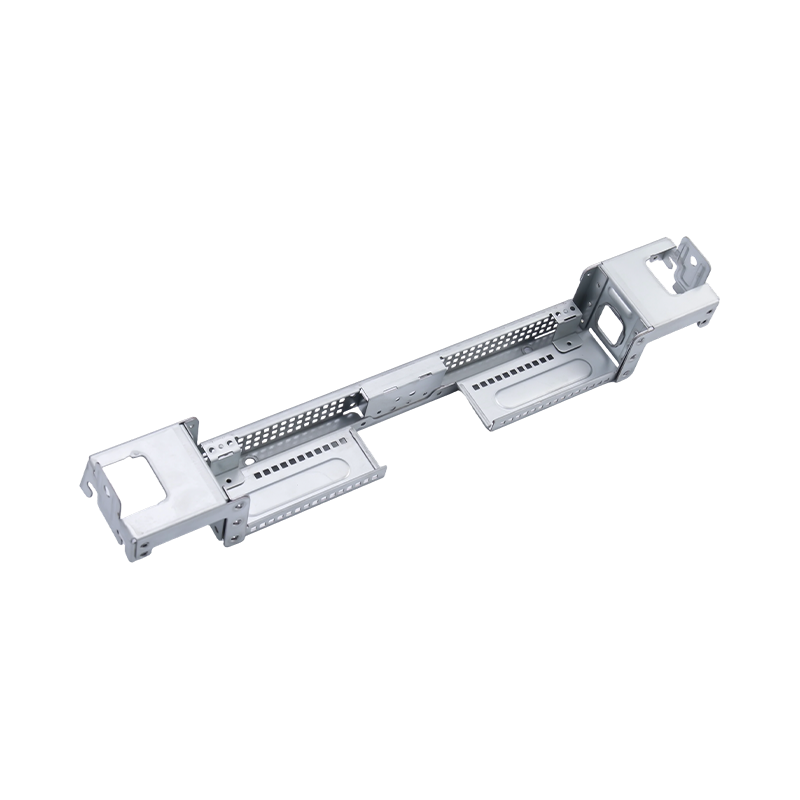
Автоматическая клепальная форма для большой компьютерной машины
Эта автоматическая клепальная форма для основан...
-
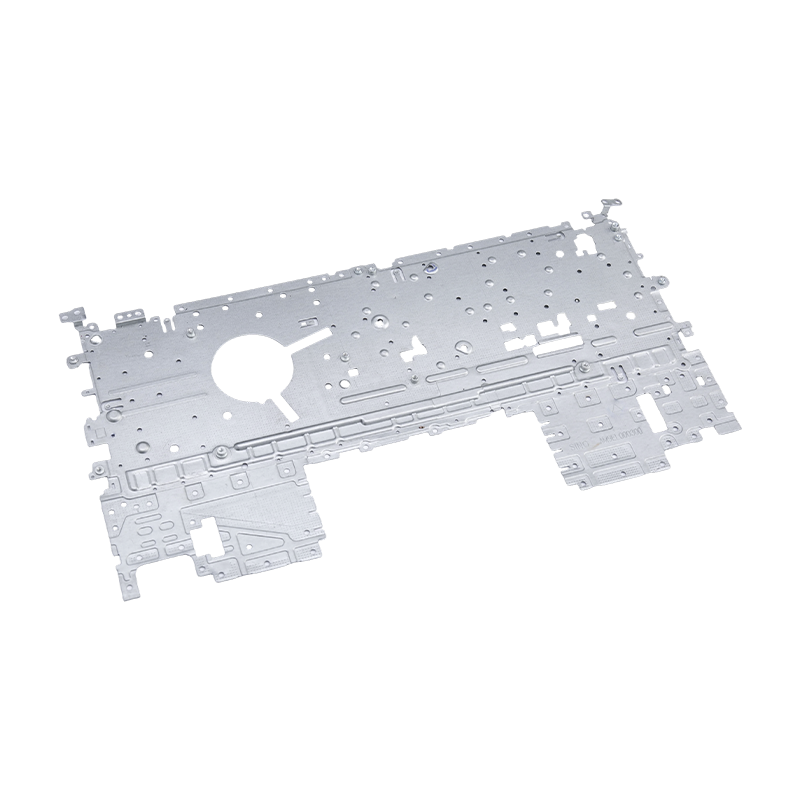
Штамповка деталей ноутбука
Наши штампованные детали для ноутбуков представ...
-
Высококачественные детали для штамповки в печи
Наши высококачественные детали для штамповки пе...
-
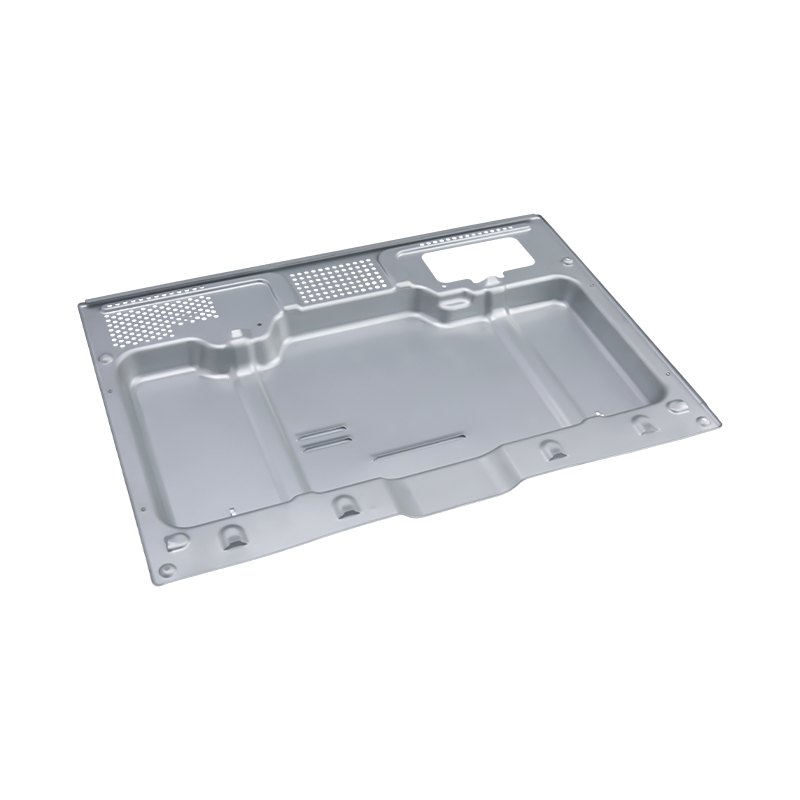
Высококачественные большие детали для компьютерной штамповки
Наши высококачественные детали для крупных комп...
Новости отрасли
Легированная сталь высокой твердости в штампах
2026-06-22
В требовательной области прецизионной штамповки металлов долговечность и точность прогрессивного штампа в основном определяются основным материалом, использованным в его конструкции. Легированная сталь высокой твердости стала отраслевым стандартом для производства важных штампованных компонентов, особенно при производстве крупносерийных автомобильных деталей, электронных разъемов и сложных конструктивных деталей. В отличие от обычных инструментальных сталей, эта усовершенствованная категория материалов разработана так, чтобы выдерживать экстремальные механические нагрузки, повторяющиеся удары и сильный абразивный износ. Для производителей, использующих процессы непрерывной штамповки, выбор подходящей легированной стали высокой твердости — это не просто выбор материала; это стратегическое решение, которое напрямую влияет на эффективность производства, качество деталей и общие затраты на оснастку. В этой статье рассматриваются практические аспекты, аспекты обработки и эксплуатационные преимущества использования этих современных сталей в производстве прогрессивных штампов.
Состав материала и механические свойства
Определяющая характеристика легированная сталь высокой твердости заключается в его способности достигать и поддерживать твердость по Роквеллу, обычно превышающую 58 HRC, после термообработки, не становясь при этом чрезмерно хрупкими. Эти исключительные характеристики достигаются за счет точного добавления определенных легирующих элементов. Хром добавляют в первую очередь для повышения прокаливаемости и износостойкости, а молибден и ванадий улучшают зеренную структуру, предотвращая распространение трещин при больших нагрузках. Вольфрам и кобальт часто включаются в инструментальные стали для холодной обработки для повышения твердости в красном цвете и сохранения остроты кромки при повышенных температурах, возникающих во время высокоскоростной штамповки.
Баланс между твердостью и прочностью
Распространенное заблуждение в области инструментов состоит в том, что более высокая твердость всегда означает лучшую производительность. В действительности чрезвычайная твердость без достаточной прочности приводит к катастрофическому сколам или растрескиванию кончиков пуансонов во время крупнотоннажных операций. Современная металлургия решила эту проблему, применив передовые методы порошковой металлургии. Эти процессы создают очень равномерное распределение карбидов в стальной матрице, позволяя материалу обладать твердой, износостойкой поверхностью, сохраняя при этом более прочное амортизирующее ядро. Именно этот микроструктурный баланс делает легированную сталь высокой твердости незаменимой для сложных, многоступенчатых прогрессивных штампов, где требуются как точность, так и долговечность.
Практическое применение прогрессивных штампов для штамповки
Уникальные свойства этих сталей делают их пригодными для конкретных, востребованных применений в штамповочной промышленности. При проектировании прогрессивных штампов для корпусов автомобильных двигателей или аккумуляторов электромобилей в качестве штампуемого материала часто используются высокопрочные низколегированные стали или алюминиевые сплавы. Эти материалы оказывают огромные силы трения на компоненты штампа, поэтому требуется инструментальный материал, который может противостоять истиранию и абразивному износу в течение миллионов циклов.
Критические компоненты матрицы
В типичном прогрессивном штампе легированная сталь высокой твердости специально предназначена для наиболее уязвимых и ответственных рабочих частей. К ним относятся вырубные пуансоны, прокалывающие штифты, формовочные штампы и станции для монетирования. Используя этот материал для рабочих компонентов и стандартную инструментальную сталь для конструкционных пластин, производители могут оптимизировать соотношение цены и качества пресс-формы. Рабочие части сохраняют свои жесткие допуски в течение миллионов циклов, гарантируя, что штампованные корпуса двигателей имеют однородную толщину стенок и точные посадочные поверхности, что имеет решающее значение для сборки автомобильной трансмиссии.
Протоколы механической обработки и термообработки
Работа с легированной сталью высокой твердости требует специальных производственных протоколов. Поскольку материал чрезвычайно трудно обрабатывать в полностью затвердевшем состоянии, последовательность изготовления должна быть тщательно спланирована. Общее правило состоит в том, чтобы выполнять основную часть удаления материала, например, фрезерование на станке с ЧПУ и черновую токарную обработку, пока сталь находится в отожженном или мягком состоянии. Это снижает износ инструмента и позволяет ускорить съем материала на начальных этапах формования.
Методы прецизионной отделки
После первоначальной черновой обработки и процессов снятия напряжений сталь подвергается точной термообработке, обычно включающей вакуумную закалку, чтобы предотвратить обезуглероживание поверхности и минимизировать искажения размеров. После термообработки сталь достигает заданной твердости. На этом этапе нельзя использовать традиционные режущие инструменты. Чистовая обработка до конечных микронных допусков достигается за счет координатного шлифования, координатного шлифования и низкоскоростной электроэрозионной обработки проволокой. Проволочная электроэрозионная обработка особенно важна для создания сложной внутренней геометрии и острых углов в прогрессивных матрицах без возникновения механических напряжений.
| Этап производства | Основная цель | Обычное используемое оборудование |
| Грубая обработка | Удаление сыпучего материала в мягком состоянии | Фрезерные центры с ЧПУ, токарные станки |
| Термическая обработка | Достижение целевой твердости и микроструктуры | Вакуумные печи, криогенные резервуары |
| Точная отделка | Достижение окончательных допусков на микронном уровне | Проволочная электроэрозионная обработка, координатно-шлифовальные станки |
Увеличение срока службы пресс-форм и эффективности производства
Использование легированной стали высокой твердости в прогрессивных матрицах приводит к заметному повышению общей эффективности производства. Самым непосредственным преимуществом является резкое увеличение интервалов технического обслуживания. В условиях крупносерийной штамповки стандартные стали могут требовать полировки или замены каждые несколько сотен тысяч ударов. Напротив, компоненты, изготовленные из легированной стали высокой твердости, могут выдерживать миллионы циклов, прежде чем проявятся признаки значительного износа, что напрямую влияет на прибыль.
Эксплуатационные преимущества
- Сокращение времени простоя: для обслуживания штампов требуется меньше остановок пресса, что позволяет максимизировать загрузку машины и общую эффективность оборудования при непрерывном производстве.
- Стабильное качество деталей. Превосходная износостойкость гарантирует, что допуски на размеры остаются стабильными от первой до миллионной штампованной детали, что снижает процент брака.
- Более низкая стоимость детали: хотя первоначальные затраты на материал и обработку выше, увеличенный срок службы значительно снижает амортизированную стоимость оснастки за один производственный цикл.
- Улучшенное качество поверхности: стабильные режущие кромки предотвращают образование заусенцев на штампованных деталях, уменьшая или устраняя необходимость вторичных операций по удалению заусенцев.
Критерии выбора конкретных операций штамповки
Выбор точной марки легированной стали высокой твердости требует тщательного анализа операции штамповки. Инженеры должны оценить тип штампуемого материала, толщину полосы, сложность геометрии детали и ожидаемый объем производства. Например, при вырубке толстой абразивной нержавеющей стали предпочтительна высокоуглеродистая инструментальная сталь с высоким содержанием хрома и высоким содержанием ванадия из-за ее чрезвычайной износостойкости. И наоборот, при формировании сложных, хрупких элементов в тонких электронных разъемах выбирается материал с немного меньшей твердостью, но более высокой ударной вязкостью, чтобы предотвратить разрушение тонких кончиков пуансона под действием боковых напряжений.
Поверхностные покрытия и обработка
Чтобы еще больше расширить границы производительности, компоненты из легированной стали высокой твердости часто подвергаются усовершенствованной обработке поверхности. На готовую сталь можно наносить покрытия методом физического осаждения из паровой фазы, такие как нитрид титана или нитрид хрома. Эти покрытия снижают коэффициент трения, предотвращают истирание при штамповке алюминия и добавляют дополнительный слой твердости поверхности, эффективно увеличивая срок службы компонентов штампа в самых агрессивных средах штамповки.
В заключение отметим, что применение легированной стали высокой твердости в производстве прогрессивных штампов является решающим фактором в достижении крупносерийного и точного производства. Понимая свойства материала, придерживаясь строгих протоколов обработки и выбирая подходящие сплавы для конкретных применений, производители могут создавать формы, которые обеспечивают исключительную долговечность и стабильность деталей. Поскольку отрасли продолжают требовать более жестких допусков и более высоких скоростей производства, зависимость от этих передовых легированных сталей будет только углубляться, укрепляя их роль в качестве основы современной точной штамповки.

Предыдущий пост
Нет предыдущей статьи
Следующий пост
Штамповочные детали для крышек аккумуляторных батарей для корпусов аккумуляторных батарей для электромобилей и аккумуляторов
Наш Продукты.
Начните свой бизнес с OEM-производителем прямо здесь!
Предоставление клиентам по всему миру комплексных решений «под ключ»
через
инновация!
БЫСТРЫЕ ССЫЛКИ
НОВОСТИ
КОНТАКТНАЯ ИНФОРМАЦИЯ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 № 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
№ 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
Авторское право © Сучжоу Shuangqisi Mold Equipment Co., Ltd. Все права защищены. Штамповочная матрица на заказ Производители штампов для штамповки металла
