-
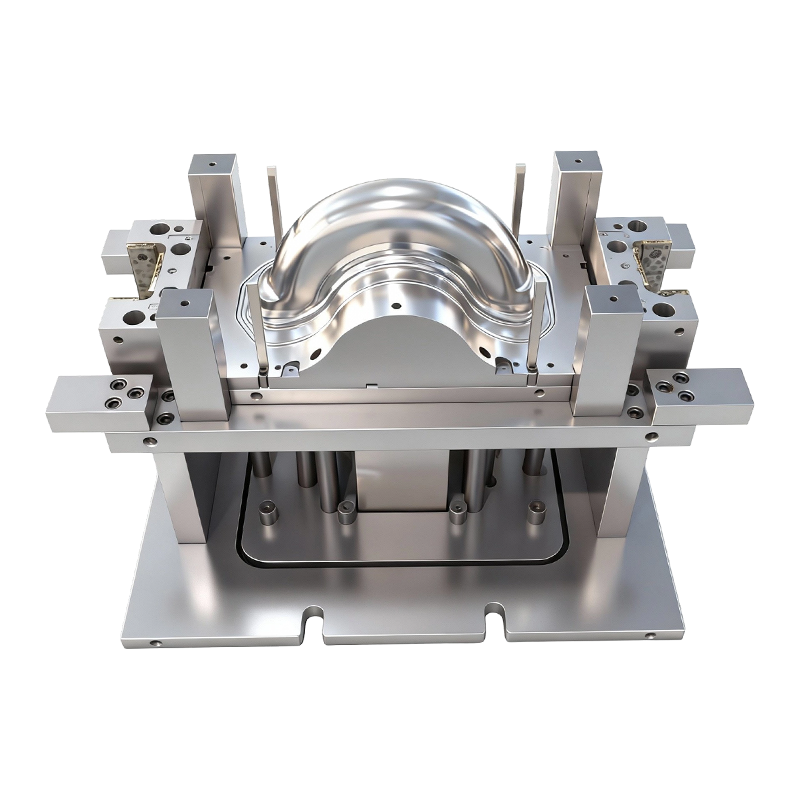
Пресс-форма для глубокой вытяжки передних и задних колес двухколесных электромобилей.
Эта форма глубокой вытяжки для передних и задни...
-
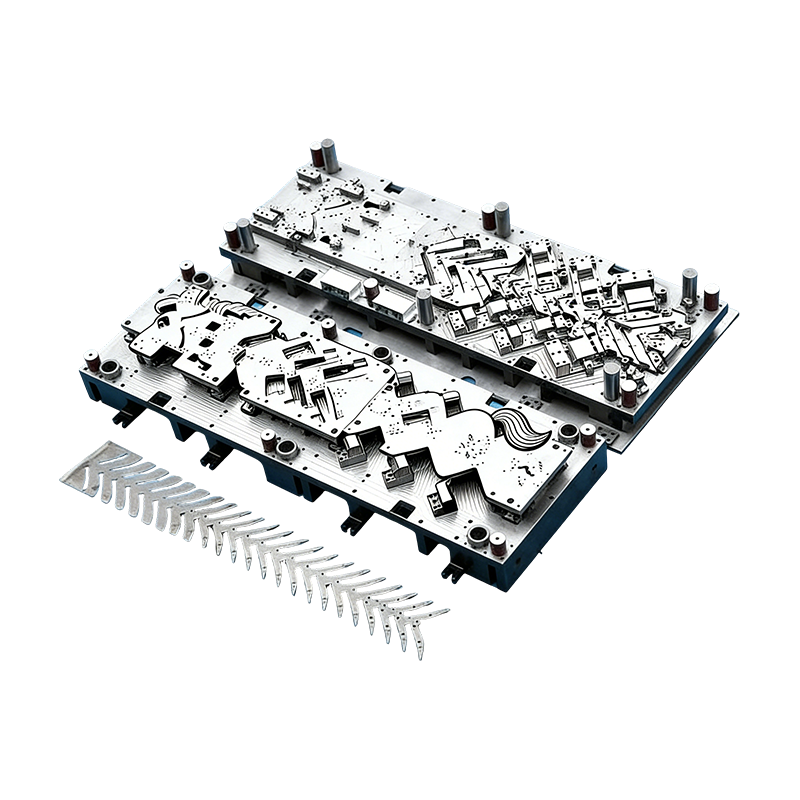
Прогрессивные формы для автомобильных деталей
Эта непрерывная пресс-форма для корпусов автомо...
-
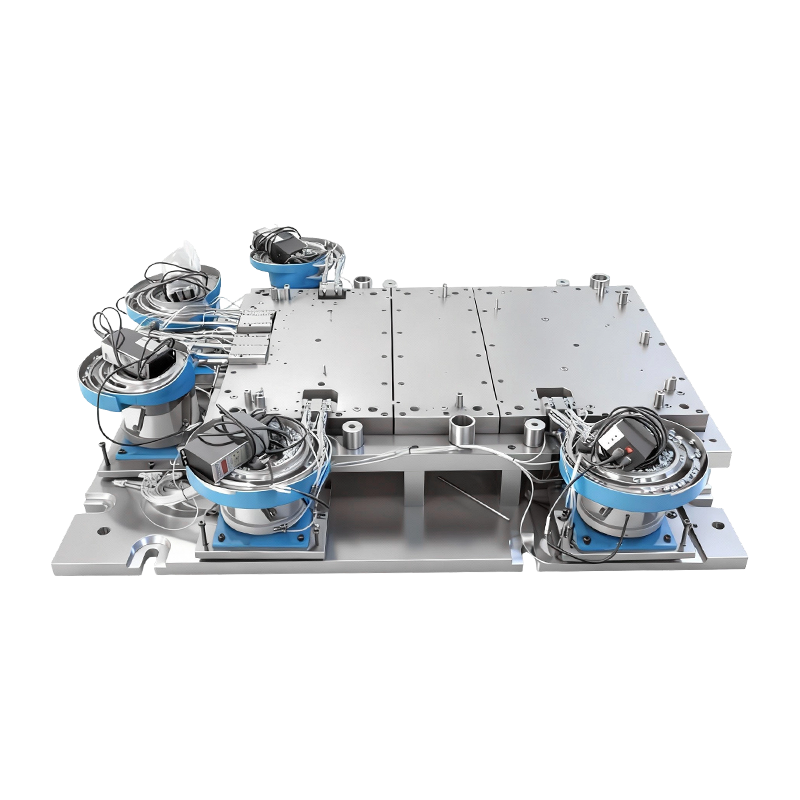
Автоматическая клепальная форма для большой компьютерной машины
Эта автоматическая клепальная форма для основан...
-
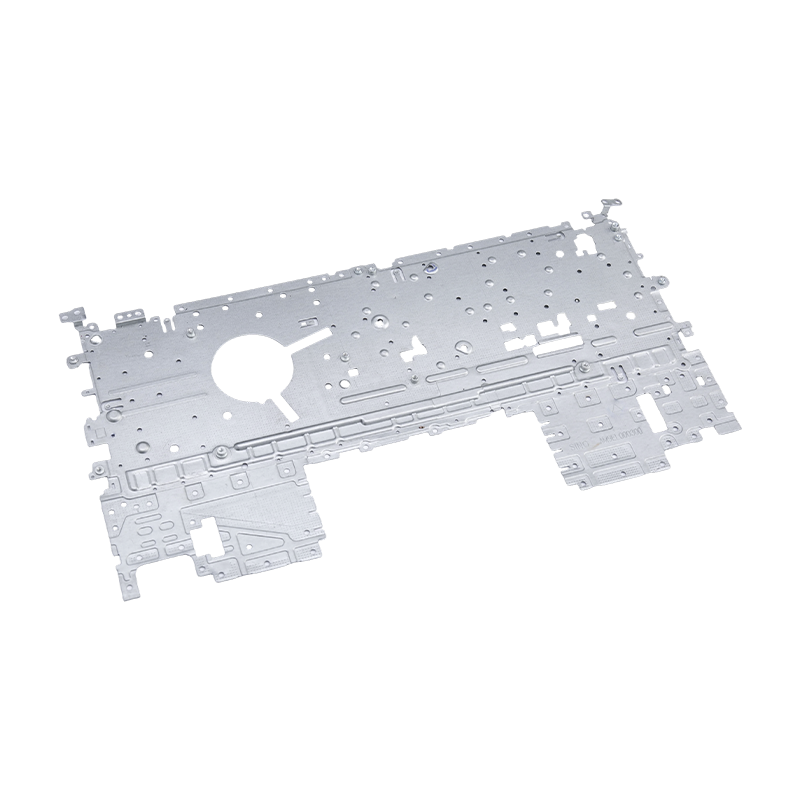
Штамповка деталей ноутбука
Наши штампованные детали для ноутбуков представ...
-
Высококачественные детали для штамповки в печи
Наши высококачественные детали для штамповки пе...
-
Высококачественные большие детали для компьютерной штамповки
Наши высококачественные детали для крупных комп...
Новости отрасли
Главная / Новости / Новости отрасли / Штамповочные детали для крышек аккумуляторных батарей для корпусов аккумуляторных батарей для электромобилей и аккумуляторов
Штамповочные детали для крышек аккумуляторных батарей для корпусов аккумуляторных батарей для электромобилей и аккумуляторов
2026-06-16
Аккумуляторная батарея, которая выходит из строя в полевых условиях, редко выходит из строя из-за элементов. Чаще всего первопричиной является негерметичная крышка, несоосный фланец или монтажная втулка, треснувшая от вибрации. Штамповочные детали крышки аккумуляторного отсека являются первой линией структурной и экологической защиты для каждой аккумуляторной системы электромобиля, промышленности и аккумуляторной батареи, а стандарты допусков, которым они должны соответствовать, значительно ужесточились по мере роста напряжения аккумуляторной батареи и плотности энергии.
В этой статье рассматриваются материалы, процессы, требования к размерам и варианты настройки, которые определяют готовую к производству штампованную деталь крышки аккумуляторного отсека, а также то, что нужно проверить при квалификации поставщика.

Что на самом деле делают детали для штамповки крышки аккумуляторного отсека
Крышка батарейного отсека выполняет три одновременных задания. Конструктивно он должен сохранять свою геометрию при механических нагрузках сборки автомобиля, дорожной вибрации и термоциклировании, не деформируясь и не передавая напряжение на ячейки под ним. С экологической точки зрения он должен достигать и поддерживать герметичность IP67 или IP68, что означает отсутствие попадания пыли и проникновения воды при длительном погружении. Функционально он должен точно сопрягаться с корпусом аккумулятора, высоковольтным разъемом и любыми каналами охлаждения, встроенными в конструкцию блока.
Соответствие всем трем требованиям в одном штампованном компоненте, а не в его альтернативе механической обработке или литье, делает глубокую штамповку предпочтительным процессом для производства аккумуляторов в больших объемах. Штамповка обеспечивает одинаковые размеры и жесткие допуски (±0,01–±0,05 мм) при производительности, с которой не могут сравниться литье и механическая обработка, сохраняя при этом себестоимость детали достаточно низкой для масштабных цепочек поставок OEM.
Выбор материала: холоднокатаная сталь, алюминиевый сплав или нержавеющая сталь.
Выбор материала подложки устанавливает потолок для всех показателей производительности, которых может достичь покрытие: устойчивость к коррозии, вес, формуемость, свариваемость и стоимость. В производстве крышек батарей преобладают три семейства материалов.
Холоднокатаная сталь обеспечивает высокую прочность на разрыв и отличную формуемость при низких затратах на сырье. Это стандартный выбор для промышленных аккумуляторных шкафов и систем хранения энергии, где вес имеет второстепенное значение, а жесткость конструкции является основным требованием. Обработка поверхности после штамповки — цинкование, электронное покрытие или порошковое покрытие — обычно применяется для достижения целей по устойчивости к коррозии.
Алюминиевые сплавы, особенно марок 3003 и 5052, являются доминирующим материалом в крышках аккумуляторных батарей электромобилей, где вес упаковки напрямую влияет на запас хода автомобиля. Сплав 3003 обладает хорошей формуемостью и умеренной прочностью, что делает его хорошо подходящим для покрытий мелкой вытяжки. Сплав 5052 обеспечивает более высокую прочность и превосходную коррозионную стойкость, что предпочтительно для покрытий, подвергающихся воздействию конденсата, охлаждающей жидкости или дорожных брызг. Оба сорта подвергаются чистой глубокой вытяжке и допускают анодирование или конверсионное покрытие для дополнительной защиты.
Нержавеющая сталь предназначен для применений, требующих внутренней коррозионной стойкости без дополнительной обработки поверхности — стационарных систем хранения энергии во влажной среде, морских аккумуляторных батарей или любого применения, где невозможно гарантировать адгезию покрытия в течение всего срока службы продукта. Его более высокая скорость упрочнения требует тщательно разработанного инструмента для предотвращения пружинения и сохранения стабильности размеров после формовки.
Глубокая вытяжка и усовершенствованные процессы штамповки
Большинство крышек аккумуляторов не являются простыми плоскими заготовками. Они включают в себя утопленные уплотнительные каналы, выступающие фланцы, встроенные выступы и сложные контуры, которые требуют многоступенчатой последовательной штамповки или последовательной штамповки с переносом. Глубокая вытяжка — придание плоскому листу металла трехмерной формы с помощью пуансона и матрицы — является основной операцией, но готовый компонент обычно проходит через дополнительные станции обрезки, прошивки, чеканки и отбортовки, прежде чем он покинет пресс.
Контроль процесса на каждой станции определяет, соответствует ли готовая деталь допуску. Давление держателя заготовки контролирует поток материала и предотвращает образование складок; недостаточное давление приводит к короблению фланца, а избыточное давление вызывает разрыв на радиусе вытяжки. Управление смазкой влияет на состояние поверхности — гладкая поверхность Ra ≤ 0,8 мкм достижимо на алюминиевых и стальных основах при правильном подборе геометрии инструмента и толщины смазочной пленки.
Отсутствие заусенцев является непреложным требованием к крышкам аккумуляторных батарей. Заусенец на канавке уплотнения нарушает контактную поверхность прокладки и создает путь утечки; заусенец на внутреннем крае может мигрировать в набор ячеек. Постоянное обеспечение кромок без заусенцев при массовом производстве требует наличия инструментов с малыми зазорами — обычно 5–8% толщины материала для стали и немного шире для алюминия — и регулярными интервалами проверки штампов, откалиброванными в соответствии с объемом производства.
Герметичность: требования IP67 и IP68
IP67 требует, чтобы корпус выдерживал погружение в воду на глубину до одного метра в течение тридцати минут без попадания внутрь. IP68 расширяет это до непрерывного погружения на глубину, согласованную между производителем и конечным пользователем — обычно 1,5 м в течение 30 минут в автомобильных приложениях, хотя производители электромобилей часто указывают более жесткие условия.
Достижение этих характеристик для штампованной крышки зависит от трех факторов: плоскостности уплотнительного фланца, шероховатости поверхности канавки или выступа, контактирующего с прокладкой, и размерной последовательности расположения отверстий для болтов, сжимающих уплотнение. Отклонения плоскостности фланца даже на 0,1 мм при длительном уплотнении достаточно, чтобы создать зазор, в который может проникнуть вода под давлением. Вот почему допуски на размеры уплотнительных элементов соблюдаются более жестко, чем на конструктивные элементы — обычно ±0,01 мм по глубине канавки и ширине уплотнительного валика.
Наш прецизионная штамповка деталей аккумуляторов автомобилей и электромобилей изготавливаются с геометрией уплотнительных канавок, проверенной на соответствие спецификациям поставщика прокладок до того, как будет окончательно доработана производственная оснастка, что устраняет риски деформации при сжатии и пути утечки, возникающие из-за несоответствия номинального размера конструкции номинальному размеру инструмента.
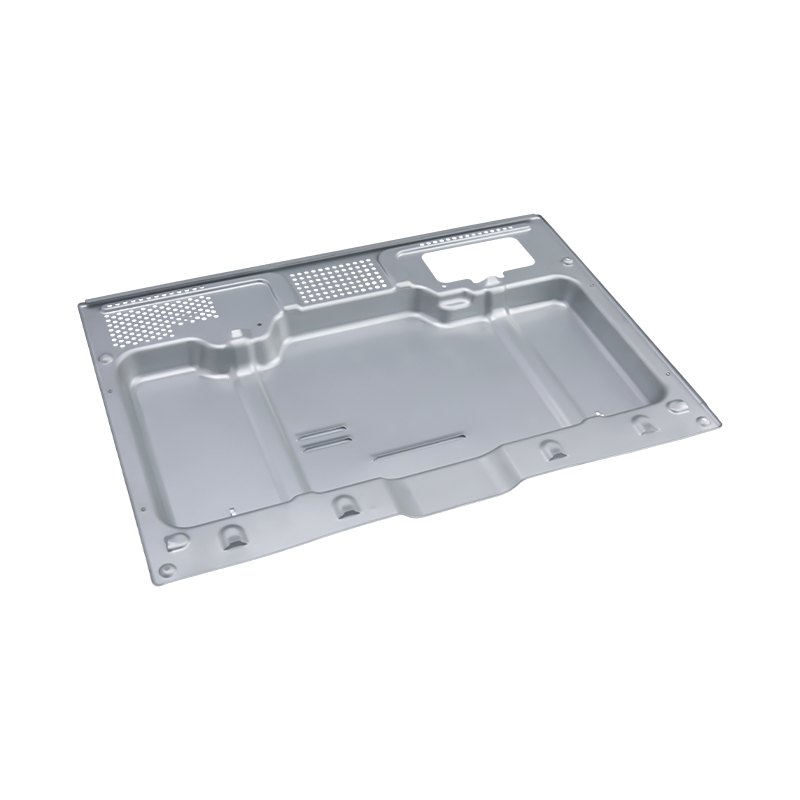
Наш Battery Cover Stamping Parts: Specification Overview
Наш battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Детали имеют гладкую поверхность (Ra ≤ 0,8 мкм), отсутствие заусенцев и деформацию, что эффективно защищает сердечники аккумулятора от пыли, влаги и внешних воздействий, обеспечивая при этом герметичность IP67/IP68. Они поддерживают бесшовную интеграцию с корпусами аккумуляторов и могут быть модифицированы с помощью встроенных монтажных выступов, уплотнительных канавок, отверстий, фланцев или гибких конструкций в зависимости от конкретных потребностей установки, включая положения для высоковольтных разъемов и интерфейсов охлаждения.
Обладая превосходной структурной стабильностью и устойчивостью к коррозии, эти штампованные детали аккумуляторов электромобилей повышают общую безопасность и долговечность аккумуляторных систем. Они подходят для массовое производство (500 тыс. – 10 млн деталей в год) , обеспечивая экономичность и надежность поставок для OEM-производителей и производителей аккумуляторов, что подтверждается сертификатом качества IATF 16949.
Кастомизация: бобышки, канавки, фланцы и функциональные интерфейсы
Никакие две конструкции аккумуляторных блоков не имеют одинаковой геометрии крышки. Платформы электромобилей различаются по формату ячеек (цилиндрические, призматические, карманные), расположению модулей, архитектуре управления температурным режимом и расположению разъемов — и каждый вариант распространяется на конструкцию крышки как различная комбинация функций.
Наиболее распространенные требования к настройке делятся на пять категорий. Монтажные бобышки — приподнятые подушечки с резьбовыми или зазорными отверстиями — расположите крышку на корпусе аккумулятора и распределите зажимную нагрузку в сторону от места уплотнения. Уплотнительные канавки ширина, глубина и радиус должны соответствовать характеристикам прокладки или уплотнительного кольца с достаточно жесткими допусками, чтобы гарантировать указанную степень сжатия во всем производственном диапазоне. Вырезы и проколы Для разъемов вентиляционные отверстия и датчики должны быть расположены относительно периметра уплотнения с той же точностью, что и элементы сопряжения крышки с корпусом. Фланцы и гибочные конструкции добавьте жесткости, создайте элементы расположения сборки или сформируйте точки крепления для соседних модулей. Интерфейсы охлаждения — выемки или сквозные элементы, соединяющие крышку с контуром жидкостного охлаждения — требуют особенно тщательного контроля размеров, чтобы обеспечить герметичное соединение с охлаждающими коллекторами.
Все эти характеристики достижимы в процессе глубокой вытяжки и прогрессивной штамповки. Важнейшим условием является то, что оснастка проектируется с самого начала с учетом производственных допусков, а не номинальных размеров, потому что элемент, который геометрически верен в 3D-модели, но настроен до номинала без запаса технологических возможностей, приведет к браку в момент отклонения условий процесса.
Наш возможности проектирования штампов для глубокой вытяжки автомобилей и электромобилей гарантировать, что каждая специальная функция спроектирована для обеспечения стабильности производства с первого испытания штампа, сокращая циклы итераций между утверждением прототипа и запуском массового производства.
Возможности массового производства и гарантия качества
Производителям аккумуляторов и поставщикам первого уровня нужно нечто большее, чем просто деталь, прошедшая выборочный контроль. Им нужна цепочка поставок, способная доставлять От 500 000 до 10 миллионов и более деталей в год с постоянным качеством, предсказуемыми сроками выполнения заказов и системой управления качеством, которая генерирует данные, необходимые для поддержки аудита клиентов и подачи документов в регулирующие органы.
Сертификация IATF 16949 является базовым стандартом качества для цепочек поставок автомобильной продукции. Он требует, чтобы статистический контроль процессов, анализ систем измерения и процессы утверждения производственных деталей были на месте и документировались — не только при запуске поставщика, но и на протяжении всего производственного цикла. В частности, для штамповки крышки аккумуляторного отсека это означает, что критические размеры уплотнительных элементов, плоскостность фланца и положение отверстий измеряются по определенному плану выборки для каждой производственной партии, при этом результаты анализируются и проверяются на соответствие контрольным пределам.
При объемах производства, превышающих несколько сотен тысяч деталей в год, автоматизация штамповки становится необходимой для поддержания стабильности. Технология сервопресса позволяет контролировать силу и положение на каждом этапе хода, компенсируя изменение толщины материала и износ штампа, чего не могут сделать механические прессы с фиксированной скоростью. Наш оборудование для автоматизации штамповки объединяет управление прессом, датчики в штампе и проверку деталей для поддержания стабильности размеров в течение длительных производственных циклов без увеличения вмешательства оператора.
Входящая сертификация материалов, отчеты о проверке первого изделия, отчеты об измерениях размеров и проверка качества поверхности предоставляются в качестве стандартной документации для каждого производственного заказа, что дает группам по закупкам и качеству записи прослеживаемости, необходимые для поддержки их собственных обязательств перед клиентами.
Квалификация поставщика штамповок на крышках аккумуляторных батарей: что нужно проверить
Процесс квалификации поставщика деталей для штамповки крышки аккумуляторного отсека должен выходить за рамки выборочной проверки. Именно эти области определяют, сможет ли поставщик поддерживать качество в больших объемах, а не просто производить приемлемые образцы.
Программа владения и обслуживания инструмента. Подтвердите, кому принадлежит производственное оборудование и каков интервал технического обслуживания штампа. Поставщик, который откладывает техническое обслуживание, чтобы максимально увеличить время безотказной работы пресса, в конечном итоге без предупреждения будет производить детали, выходящие за пределы допусков.
Возможность измерения характеристик уплотнения. Запросите данные R&R манометра по измерениям плоскостности канавок уплотнения и фланца. Система измерения с отклонением более 10% относительно поля допуска не может надежно отличить соответствующие детали от несоответствующих.
Прослеживаемость материалов. Алюминий и сталь аккумуляторного качества должны соответствовать заводскому сертификату. Для цепочек поставок, сертифицированных IATF, это является обязательным; для неавтомобильных применений это по-прежнему единственный способ проверить соответствие материала указанному сплаву и состоянию.
Процесс перехода от прототипа к производству. Поставщик, использующий документированный процесс APQP (расширенное планирование качества продукции), выявит потенциальные сбои процесса до того, как будет вырезана производственная оснастка, что снижает риск задержки запуска, вызванной проблемой проектирования для производства, которая была видна на чертеже, но никогда не обострялась.
Для OEM-производителей аккумуляторов и производителей, оценивающих партнеров по штамповке, наша услуги по разработке и квалификации индивидуальной штамповки структурированы именно вокруг этих требований — от первоначального анализа DFM до подачи PPAP и до стабильного производства.
Предыдущий пост
Легированная сталь высокой твердости в штампах
Следующий пост
Металлические штампованные детали для бытовой техники: материалы, точность и нестандартные решения
Наш Продукты.
Начните свой бизнес с OEM-производителем прямо здесь!
Предоставление клиентам по всему миру комплексных решений «под ключ»
через
инновация!
БЫСТРЫЕ ССЫЛКИ
НОВОСТИ
КОНТАКТНАЯ ИНФОРМАЦИЯ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 № 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
№ 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
Авторское право © Сучжоу Shuangqisi Mold Equipment Co., Ltd. Все права защищены. Штамповочная матрица на заказ Производители штампов для штамповки металла
