-
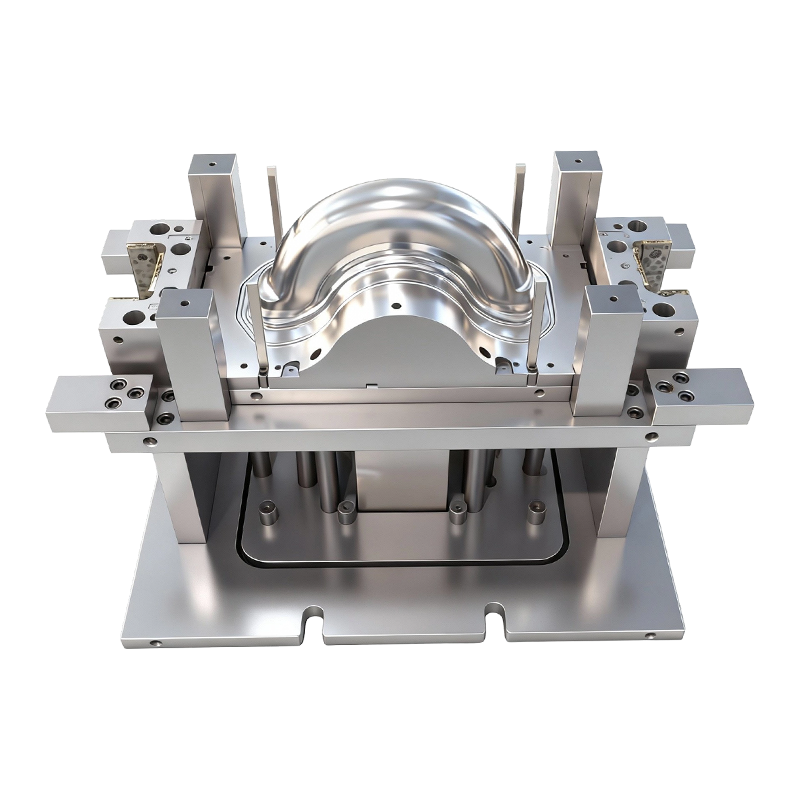
Пресс-форма для глубокой вытяжки передних и задних колес двухколесных электромобилей.
Эта форма глубокой вытяжки для передних и задни...
-
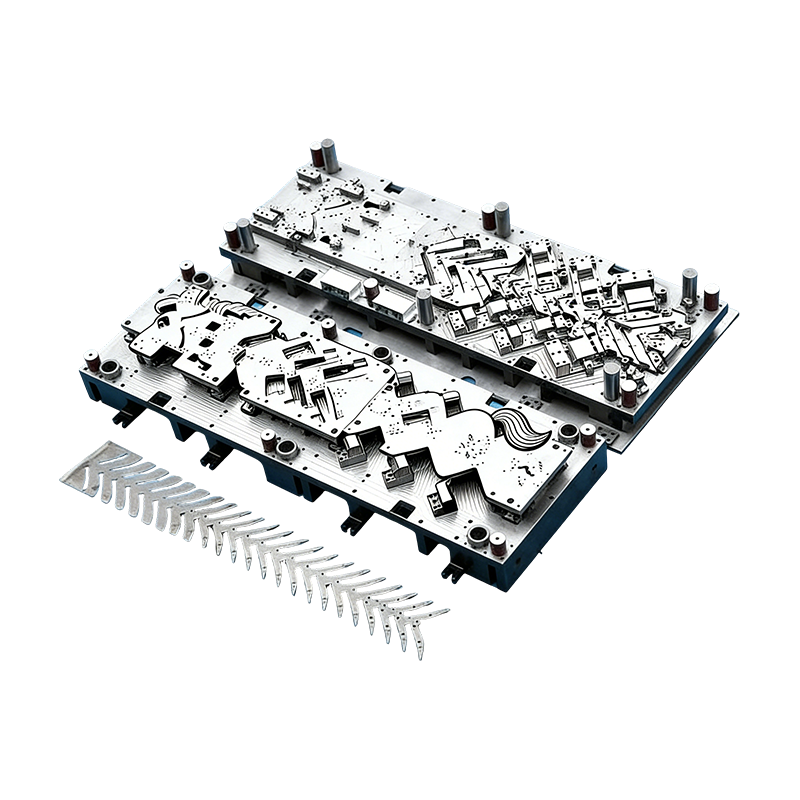
Прогрессивные формы для автомобильных деталей
Эта непрерывная пресс-форма для корпусов автомо...
-
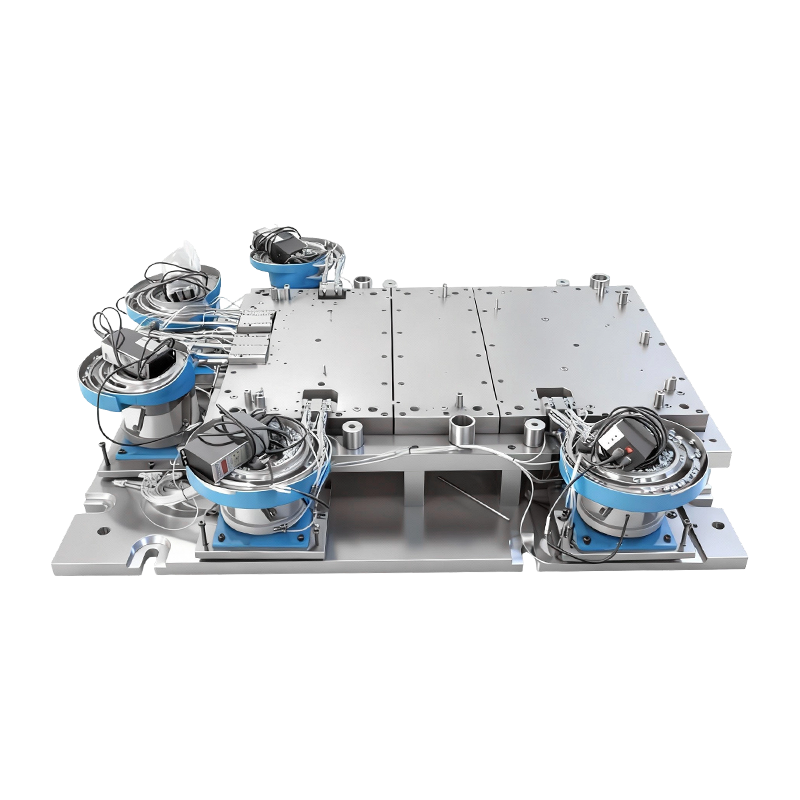
Автоматическая клепальная форма для большой компьютерной машины
Эта автоматическая клепальная форма для основан...
-
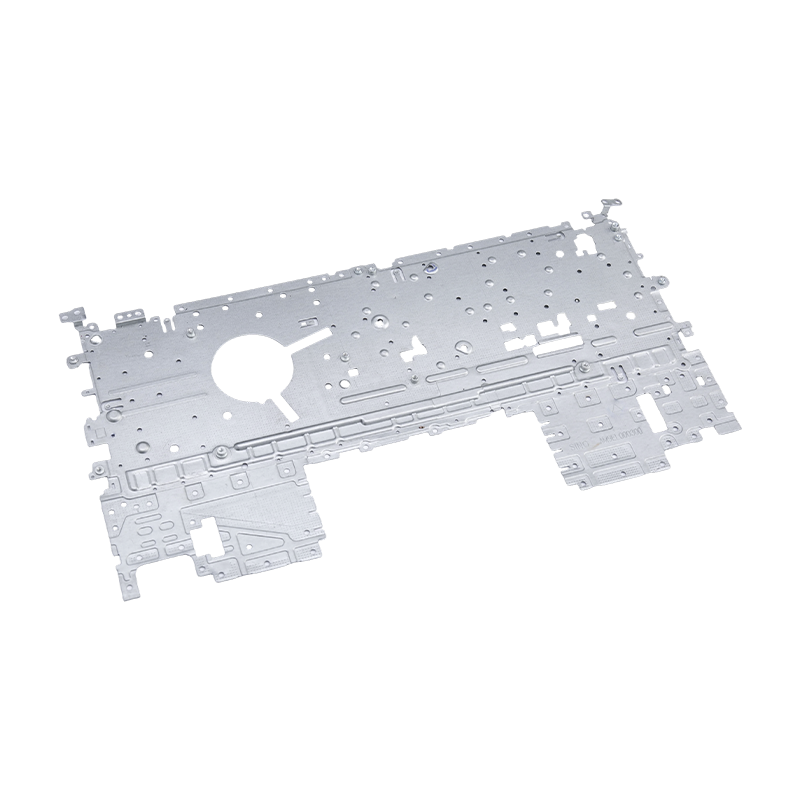
Штамповка деталей ноутбука
Наши штампованные детали для ноутбуков представ...
-
Высококачественные детали для штамповки в печи
Наши высококачественные детали для штамповки пе...
-
Высококачественные большие детали для компьютерной штамповки
Наши высококачественные детали для крупных комп...
Новости отрасли
Главная / Новости / Новости отрасли / Проектирование матрицы для глубокой вытяжки: пуансон, матрица, зазор и руководство по многоступенчатому уменьшению
Проектирование матрицы для глубокой вытяжки: пуансон, матрица, зазор и руководство по многоступенчатому уменьшению
2026-05-20
Листовой металл, который поступает в матрицу как плоская заготовка и выходит как бесшовная полая деталь — эта трансформация полностью зависит от того, насколько хорошо спроектирована матрица. Проектирование матрицы для глубокой вытяжки — это не единое решение, а цепочка инженерных решений, каждый из которых либо открывает, либо закрывает окно, в котором может произойти успешная формовка. Плохо указанный радиус пуансона, держатель заготовки недостаточного размера или неправильно рассчитанный зазор могут полностью разрушить окно, в результате чего при больших объемах образуются трещины или морщины. В разделах ниже рассматриваются все основные переменные проекта и объясняется, чем каждая из них управляет.
Что на самом деле контролирует конструкция штампа для глубокой вытяжки
Набор инструментов для глубокой вытяжки состоит из трех основных элементов: пуансона, матрицы и держателя заготовки. Пуансон проталкивает плоскую заготовку в полость матрицы. Матрица определяет внешнюю геометрию готовой детали. Держатель заготовки прижимается к фланцу заготовки, чтобы регулировать количество материала, подаваемого в полость во время хода.
Каждый член должен быть спроектирован относительно других. Диаметр пуансона определяет внутренний диаметр вытянутой чашки; Диаметр матрицы больше на величину рабочего зазора. Держатель заготовки находится между ними, поддерживая контактное давление на фланец на протяжении всего хода. Когда соотношение между этими тремя компонентами правильное, металл течет внутрь и вниз, не образуя складок на фланце и не разрушаясь на кончике пуансона. Когда какие-либо отношения неверны, немедленно проявляется один из этих двух режимов отказа.
Для крупносерийного производства, наборы штампов для глубокой вытяжки автомобильного класса добавьте дополнительные требования: более длительный срок службы инструмента, высокая согласованность деталей и совместимость с автоматизированными системами транспортировки. Эти требования усиливают важность каждого проектного решения, описанного ниже.
Геометрия пуансона и штампа: откуда берется форма детали
Радиус вершины пуансона и радиус входа матрицы являются двумя наиболее важными геометрическими параметрами при проектировании матрицы глубокой вытяжки. Оба контролируют изгиб металла при переходе от плоской заготовки к вытянутой стене.
Радиус вершины пуансона обычно устанавливается в пределах от четырех до восьми раз толщины материала для стандартных сталей. Слишком малый радиус концентрирует растягивающее напряжение на изгибе, способствуя утончению и возможному разрушению. Слишком большой радиус позволяет металлу прогибаться до того, как он будет захвачен стенкой штампа, вызывая морщины на стенке.
Радиус входа матрицы — иногда называемый радиусом угла матрицы — определяет сопротивление, с которым сталкивается заготовка при протягивании ее через край матрицы. Хорошо отполированный радиус матрицы подходящего размера снижает трение и позволяет материалу плавно течь в полость. Стандартная практика устанавливает этот радиус в четыре-десять раз толщину материала, в зависимости от степени вытяжки и пластичности материала. Недостаточный радиус увеличивает риск разрыва; слишком большие радиусы в тонких материалах создают неподдерживаемые пролеты, которые сгибаются в морщины.
Для деталей квадратного или прямоугольного сечения угловые радиусы требуют отдельного внимания. В углах концентрируется сжимающее напряжение во время формовки, а большие радиусы углов — обычно больше, чем у эквивалентных круглых деталей — позволяют выполнять более глубокие вытяжки за одну операцию без складок в углах.
Рабочий зазор между пуансоном и матрицей
Зазор – это радиальный зазор между пуансоном и стенкой матрицы. Во время волочения металл должен пройти через этот зазор, и обычно он слегка утолщается по мере продвижения внутрь. Зазор должен компенсировать это утолщение, не сжимая металл настолько сильно, что трение возрастает до разрушительного уровня, и не оставляя так много места, чтобы металл прогибался по бокам, образуя морщины на стене.
Для большинства низкоуглеродистых сталей приемлемым начальным диапазоном является рабочий зазор, равный 1,07–1,15 толщины материала на каждую сторону. Для более твердых или толстых материалов может потребоваться зазор в верхней части этого диапазона. Более тонкие материалы и более жесткие допуски на толщину стенок смещают конструкцию в сторону нижнего конца. Прогрессивные системы штампов для многостанционные автомобильные прогрессивные штампы для глубокой вытяжки применяйте одну и ту же логику на каждой последующей станции, при этом зазор обычно уменьшается по мере уменьшения диаметра чашки и однородности стенки становится более критичной.
Выбор материала и его влияние на конструкцию штампа
Разработчик штампа не может выбрать материал детали, но свойства материала определяют, какие параметры конструкции являются осуществимыми. Два свойства листового металла особенно важны: показатель деформационного упрочнения (значение n) и коэффициент пластической деформации (значение r, также называемое коэффициентом Ланкфорда).
Высокое значение n означает, что материал быстро затвердевает при растяжении, более равномерно распределяя деформацию по заготовке. Это позволяет использовать более агрессивные коэффициенты вытяжки перед разрушением. Высокое значение r означает, что материал не утончается по толщине и течет преимущественно в плоскости листа — именно то, что требуется для глубокой вытяжки. Материалы с высокими значениями r можно вытягивать до большего отношения глубины к диаметру до того, как будет достигнут предел разрушения пуансона.
С практической точки зрения, сталь без промежуточных элементов (IF) со значениями r выше 1,8 позволяет создавать конструкции штампов с большей глубиной одиночной вытяжки и большим соотношением диаметров заготовки и пуансона, чем обычная низкоуглеродистая сталь со значениями r около 1,0. Алюминиевые сплавы обычно имеют значения r ниже 1,0, что означает, что конструкции штампов для алюминия должны больше полагаться на многоступенчатое уменьшение вытяжки и более тщательный контроль держателя заготовки для достижения той же глубины чашки. Те же принципы применяются при проектировании прецизионные автомобильные штамповочные детали там, где жесткие допуски на размеры усугубляют проблему изменчивости материалов.
Многоступенчатое сокращение вытяжки: когда одной операции недостаточно
Когда требуемое соотношение глубины к диаметру готовой детали превышает то, что можно безопасно достичь за одну вытяжку (обычно коэффициент вытяжки превышает 2,0–2,2 для большинства сталей), проект должен включать несколько этапов вытяжки. Каждая ступень уменьшает диаметр чашки, одновременно увеличивая ее высоту, и каждая ступень имеет свой собственный пуансон, матрицу и держатель заготовки.
При первой вытяжке плоская заготовка достигает максимального коэффициента вытяжки, допускаемого материалом. Последующие вытяжки выполняются с уже сформированной чашкой, и они могут достичь степени вытяжки от 1,2 до 1,4 за этап, поскольку металл на фланце уже частично закален и несет меньший риск образования сильных складок. Отжиг между этапами может потребоваться для материалов, которые быстро затвердевают, чтобы восстановить пластичность перед следующим обжатием.
| Этап розыгрыша | Типичный максимальный коэффициент вытяжки | Примечания |
|---|---|---|
| Первый розыгрыш | 1,8 – 2,2 | Зависит от значения r и толщины заготовки |
| Второй розыгрыш (перерисовка) | 1,2 – 1,4 | Меньший риск из-за предварительной закалки |
| Третий розыгрыш и далее | 1,1 – 1,3 | Между этапами может потребоваться отжиг. |
Многоэтапное проектирование увеличивает стоимость инструмента и время прессования, но зачастую это единственный путь к требуемой геометрии детали. Экономическое сравнение одноэтапного и многоэтапного подходов тесно связано с объемом производства — фактором, который более подробно рассматривается в статье разница в стоимости между штамповкой металла и деталями глубокой вытяжки .

Вытягивание шариков и давление связующего: точная настройка потока материала
Вытяжные валики представляют собой выступы, вырезанные на поверхности переплета (держателя заготовок). Поскольку заготовка скользит по ним во время хода вытяжки, они вызывают деформацию изгиба и разгибания, что создает дополнительное сопротивление потоку материала. Изменяя высоту, ширину и положение бусин по периметру заготовки, разработчик штампа может контролировать, сколько материала попадает в полость штампа в каждой точке, перенаправляя поток от областей, склонных к разрывам, к областям, которые в противном случае могли бы сморщиться.
Расположение вытяжного валика особенно важно для неосесимметричных деталей, таких как панели кузова автомобиля, где разные участки периметра заготовки требуют очень разного сопротивления потоку. Детали с большими плоскими участками, окруженными глубокими вытяжками. часто требуются натяжные валики, чтобы предотвратить деформацию поверхности плоских участков под связующим.
Давление связующего дополняет дизайн вытяжных валиков. Связующее должно прикладывать достаточную силу, чтобы предотвратить образование морщин на фланце, но не настолько, чтобы оно блокировало поток материала в полость, что привело бы к увеличению растягивающего напряжения в стенке чашки до точки разрушения. Таким образом, правильное давление связующего находится в пределах технологического окна, границы которого определяются пределом образования складок внизу и пределом разрушения вверху. В следующей статье этой серии рассматривается, как взаимодействуют коэффициент вытяжки и сила держателя заготовки, определяя и контролируя это окно.
Смазка и обработка поверхности матрицы
Трение на входном радиусе матрицы и на границе держателя заготовки оказывает прямое влияние на растягивающее напряжение, переносимое стенкой чашки. Более высокое трение означает более высокое напряжение стенки, что приближает процесс к пределу разрушения. Эффективная смазка снижает это напряжение и расширяет окно процесса.
Обработка поверхности штампа взаимодействует со смазкой. Полированный радиус матрицы с шероховатостью поверхности менее Ra 0,4 мкм позволяет смазке образовывать однородную пленку, уменьшая изменчивость трения. Шероховатые или поцарапанные поверхности неравномерно улавливают смазку и создают локализованные концентрации напряжений, которые могут инициировать разрушение при более низких, чем ожидалось, напряжениях в стенках.
Выбор смазки зависит от обрабатываемого материала. Низкоуглеродистые стали допускают использование широкого спектра смазочных материалов: от легких волочильных масел до тяжелых противозадирных смесей. Алюминиевые сплавы требуют смазочных материалов, которые не вступают в реакцию с поверхностью металла, поскольку химически активные соединения могут вызвать истирание и образование царапин на поверхности. Нержавеющие стали, которые быстро затвердевают, часто требуют хлорированных смазок, чтобы справиться с высоким давлением на границе раздела, возникающим во время волочения.
Выбор инструментальной стали и долговечность штампа
Срок службы матрицы при глубокой вытяжке ограничен абразивным износом на входном радиусе матрицы и истиранием поверхности связующего материала. Оба механизма ускоряются при высоком давлении связующего, разрушении смазочной пленки или наличии в заготовке абразивных включений.
Стандартные материалы штампов для среднесерийного производства включают инструментальную сталь D2 (примерно 60–62 HRC после закалки) и DC53, которая обеспечивает лучшую ударную вязкость при аналогичной твердости. Крупносерийное автомобильное производство часто требует использования вставок из карбида вольфрама на радиусе входа в матрицу, где скорость износа самая высокая. Поверхностные покрытия — нитрид титана (TiN), карбонитрид титана (TiCN) или алмазоподобный углерод (DLC) — продлевают срок службы за счет снижения коэффициента трения на границе раздела инструмент-заготовка.
Для высокоточные штамповочные штампы определение допусков на компоненты автомобилей или электромобилей, выбор инструментальной стали и спецификации термообработки так же важны, как и описанные выше геометрические параметры проектирования. Идеальная по размерам матрица, изготовленная из стали, подвергнутой неправильной термообработке, выйдет из строя задолго до истечения расчетного срока службы.
Моделирование до стали: анализ методом конечных элементов при проектировании штампов
Современная конструкция штампов для глубокой вытяжки в значительной степени опирается на анализ методом конечных элементов (FEA), позволяющий прогнозировать результаты формовки до того, как металл будет разрезан. Моделирование FEA моделирует заготовку как сетку деформируемых элементов, постепенно применяет удар пуансона и рассчитывает распределение напряжения, деформации и толщины в каждой точке заготовки на протяжении всего хода.
Результаты хорошо откалиброванного моделирования включают наложение диаграммы пределов формования (FLD), которая показывает, приближается ли какая-либо область заготовки к границе разрушения или образования складок. Если моделирование предсказывает отказы, проектировщик может отрегулировать радиус пуансона, радиус штампа, давление связующего вещества, геометрию валика вытяжки или форму заготовки — итерируя в программном обеспечении, а не в стали. Этот процесс значительно сокращает время испытаний и уменьшает количество физических модификаций инструмента, необходимых для того, чтобы матрица производила приемлемые детали.
Качество моделирования зависит от точных данных карты материала, в частности от описания поверхности текучести, значений r, значения n и кривой напряжения течения для конкретного рулона материала, который будет использоваться в производстве. Общие данные о материалах дают правдоподобные, но ненадежные прогнозы; данные по конкретным материалам, полученные в ходе испытаний на растяжение и испытаний FLD, дают прогнозы, которые напрямую отражаются на поведении пресса.
Резюме: наиболее важные переменные проектирования
Конструкция штампа для глубокой вытяжки учитывает небольшое количество переменных, каждая из которых должна быть установлена в пределах диапазона, который зависит от других. Радиусы пуансона и матрицы определяют степень изгиба на переходах. Рабочий зазор компенсирует утолщение металла, не создавая разрушительного трения. Коэффициент вытяжки устанавливает верхний предел деформации за один этап. Давление связующего и тянущие валики контролируют поток материала по периметру заготовки. Смазка и качество поверхности определяют, какая часть допустимого давления связующего вещества фактически достигает заготовки. Выбор инструментальной стали и покрытия определяют, как долго матрица будет сохранять тщательно установленные условия.
Ни одна переменная не может быть оптимизирована изолированно. Изменение радиуса входа матрицы изменяет оптимальное давление связующего. Изменение марки материала меняет допустимую степень вытяжки. Эта взаимозависимость является причиной того, почему проектирование штампов для глубокой вытяжки требует систематического подхода и почему правильное их выполнение, от моделирования до испытаний, позволяет производить детали, которые отвечают строгим структурным и размерным требованиям для колес и шасси последовательно на протяжении миллионов производственных циклов.
Предыдущий пост
Штамповочные детали автомобильных сидений: высокоточное производство, несущая способность и выбор материалов
Следующий пост
Штамповочные детали автомобильных сидений: руководство по качеству и установке
Наш Продукты.
Начните свой бизнес с OEM-производителем прямо здесь!
Предоставление клиентам по всему миру комплексных решений «под ключ»
через
инновация!
БЫСТРЫЕ ССЫЛКИ
НОВОСТИ
КОНТАКТНАЯ ИНФОРМАЦИЯ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 № 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
№ 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
Авторское право © Сучжоу Shuangqisi Mold Equipment Co., Ltd. Все права защищены. Штамповочная матрица на заказ Производители штампов для штамповки металла
