-
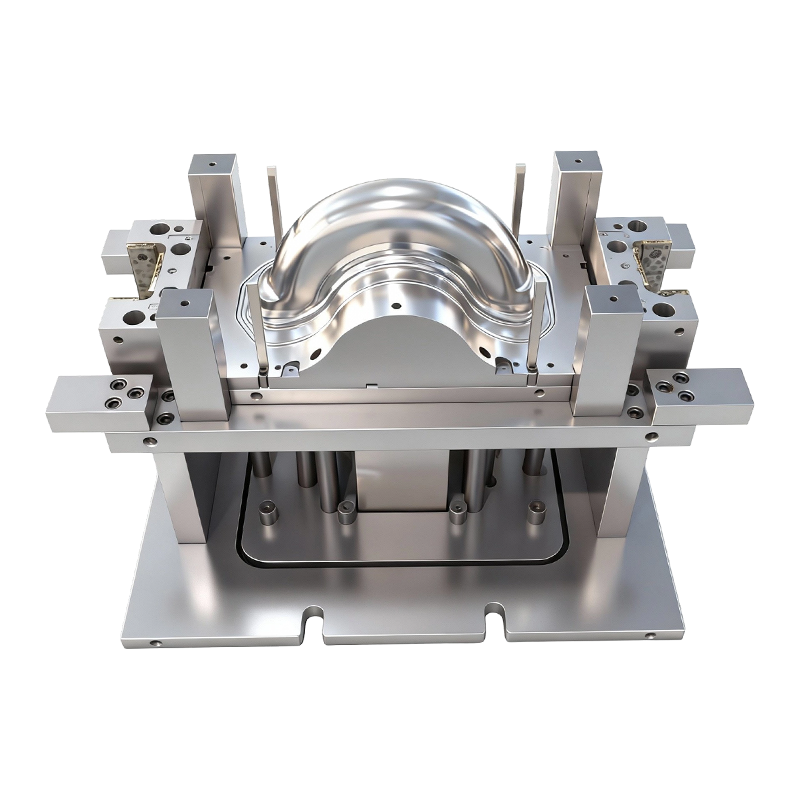
Пресс-форма для глубокой вытяжки передних и задних колес двухколесных электромобилей.
Эта форма глубокой вытяжки для передних и задни...
-
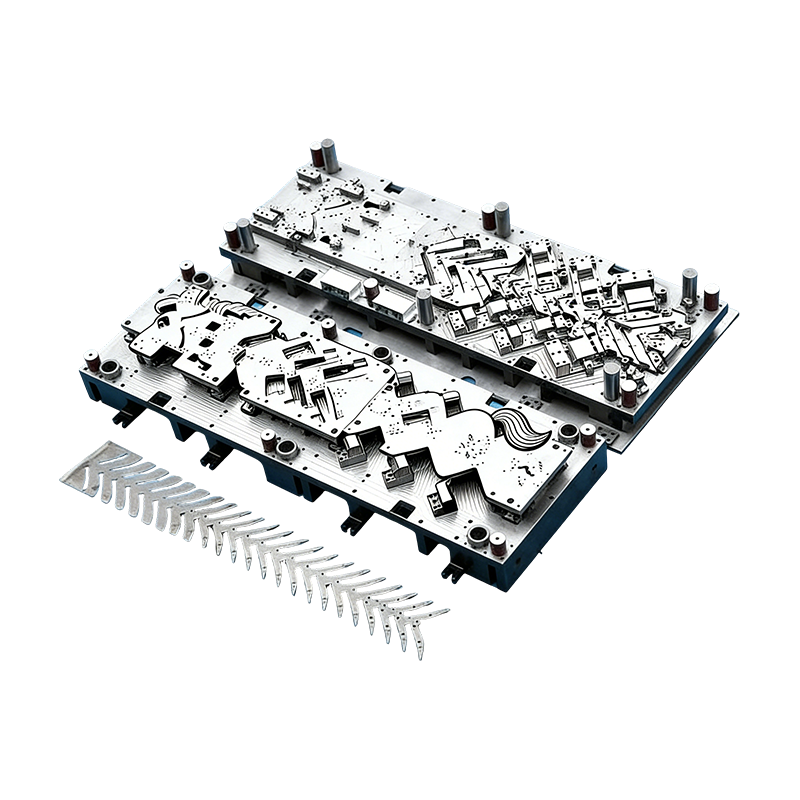
Прогрессивные формы для автомобильных деталей
Эта непрерывная пресс-форма для корпусов автомо...
-
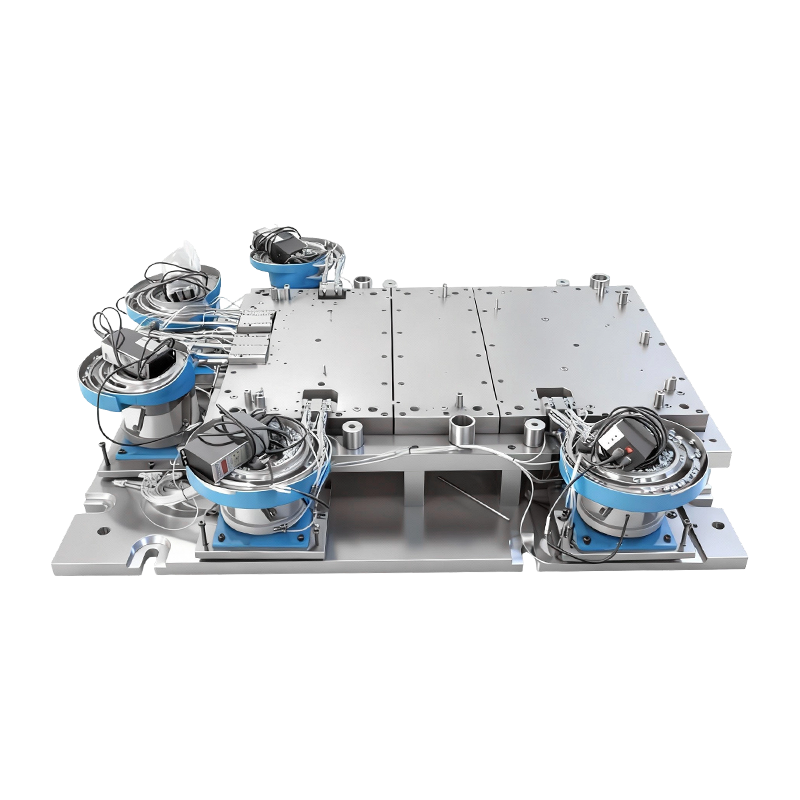
Автоматическая клепальная форма для большой компьютерной машины
Эта автоматическая клепальная форма для основан...
-
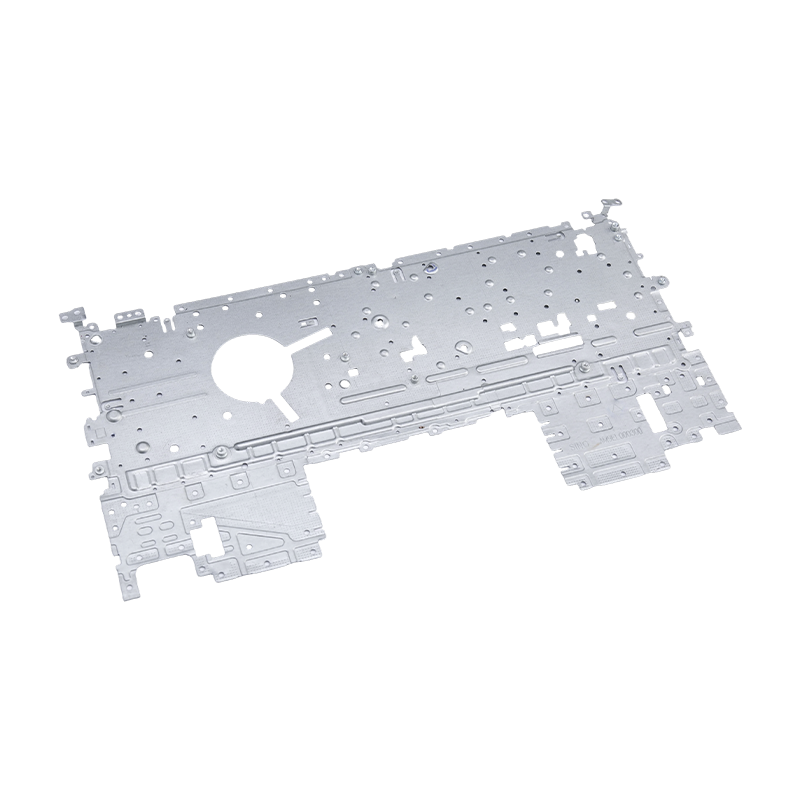
Штамповка деталей ноутбука
Наши штампованные детали для ноутбуков представ...
-
Высококачественные детали для штамповки в печи
Наши высококачественные детали для штамповки пе...
-
Высококачественные большие детали для компьютерной штамповки
Наши высококачественные детали для крупных комп...
Новости отрасли
Главная / Новости / Новости отрасли / Штамповочные детали автомобильных сидений: руководство по качеству и установке
Штамповочные детали автомобильных сидений: руководство по качеству и установке
2026-05-13
Что такое штампованные детали автомобильных сидений и почему они важны
Детали для штамповки автомобильных сидений представляют собой металлические компоненты точной формы, которые служат структурным ядром каркасов автомобильных сидений. Эти детали, изготовленные с помощью высокоточных процессов штамповки, формируются из листов высокопрочной стали или алюминиевых сплавов с использованием штамповой оснастки под давлением в тысячи тонн. В результате получается деталь с одинаковой толщиной стенок, чистыми краями и жесткими допусками на размеры — качества, которые не подлежат обсуждению в автомобильной промышленности.
В отличие от сварных или литых альтернатив, штампованные детали обеспечивают превосходную повторяемость и целостность поверхности. В сборке сиденья они выполняют функцию несущего каркаса, напрямую взаимодействуя с подушками сиденья, регулировочными кронштейнами и механизмами наклона сиденья. Любое отклонение размеров этих компонентов распространяется на всю систему сидений, влияя как на комфорт, так и на безопасность пассажиров.
В 2023 году мировой рынок автомобильных сидений оценивался более чем в 68 миллиардов долларов, а металлические конструкции сидений составляют значительную часть стоимости материала в расчете на одно сиденье. Выбор правильных штамповочных деталей и правильного поставщика напрямую влияет на эффективность сборки, долговечность изделия и соответствие нормативным требованиям.
Выбор материала: высокопрочная сталь или алюминиевый сплав
Два доминирующих материала для металлические штампованные детали для автомобильных сидений Это высокопрочная сталь (HSS) и алюминиевый сплав. Каждый из них имеет свой собственный профиль производительности, и правильный выбор зависит от конкретного положения сиденья, платформы автомобиля и целевого веса.
| Недвижимость | Высокопрочная сталь | Алюминиевый сплав |
|---|---|---|
| Предел прочности | 590–1500 МПа | 200–500 МПа |
| Вес | Высшее | ~ на 35% легче стали |
| Коррозионная стойкость | Требуется покрытие | Естественно устойчивый |
| Стоимость | Нижний | Высшее |
| Типичное применение | Боковые рамы, напольные кронштейны | Сиденья для электромобилей, спортивный и премиум-сегменты |
Усовершенствованные высокопрочные стали (AHSS), такие как двухфазные (DP) и мартенситные (MS) марки, в настоящее время широко используются в боковинах сидений и поперечинах, где поглощение энергии удара имеет решающее значение. Эти марки позволяют уменьшить толщину стенок без ущерба для конструктивных характеристик — ключевого фактора одновременного достижения целей по весу и безопасности.
Алюминиевые сплавы, особенно серии 5xxx и 6xxx, все чаще используются в платформах электромобилей, где каждый килограмм снижения веса напрямую увеличивает запас хода. Хотя алюминиевые штамповки требуют более сложных инструментов и стратегий формовки из-за более низкой пластичности, отдача от снижения массы часто оправдывает инвестиции в крупномасштабные программы.

Производительность нагрузки: статические, динамические требования и требования к вибрации
Штамповочные детали автомобильных сидений должны надежно работать в трех различных категориях нагрузок на протяжении всего срока службы автомобиля. Понимание этих требований имеет важное значение при оценке спецификаций деталей или квалификации поставщика.
Статический подшипник нагрузки
Статические нагрузки относятся к постоянному весу пассажиров и самого сиденья в сборе. Нормативные стандарты, такие как ECE R17 (Европа) и FMVSS 207/210 (США), определяют минимальные пороговые значения нагрузки для креплений сидений и конструктивных элементов. Типичный каркас сиденья должен выдерживать нагрузку, направленную назад, в 20 раз превышающую вес сиденья, без остаточной деформации. Штамповочные детали, образующие опорную рейку, боковой кронштейн и интерфейс крепления откидной спинки, являются основными путями нагрузки в этих испытаниях.
Динамическая нагрузка и аварийная производительность
Динамические нагрузки возникают во время ускорения, торможения автомобиля и, что наиболее важно, при авариях. При лобовом столкновении конструкции сидений должны выдерживать силу ремней безопасности до 30 кН, сохраняя при этом достаточную структурную целостность, чтобы предотвратить проникновение пассажиров в соседние зоны сидений. Геометрия штамповки, ориентация зерен и термическая обработка стали влияют на то, как деталь поглощает и перераспределяет эти импульсные силы.
Устойчивость к вибрации
В течение типичного срока службы автомобиля, составляющего 200 000 километров, компоненты сидений подвергаются постоянной низкочастотной вибрации от дорожного покрытия и источников трансмиссии. Штампованные детали с непостоянной толщиной, остаточным формообразующим напряжением или микротрещинами на радиусах изгиба в таких условиях подвержены усталостному разрушению. Равномерная толщина штампованного профиля — прямой результат прецизионного проектирования матрицы и управления прессом — является наиболее эффективной мерой против усталости, вызванной вибрацией.
Стандартные детали автомобильной безопасности: проверка соответствия и качества
Соответствие определению Стандартные детали автомобильной безопасности требует большего, чем просто сертификация материала. Это требует документированного процесса управления качеством, охватывающего входящий материал, внутрипроизводственный контроль и выходной контроль — и все это можно проследить до готовой детали.
Следующие методы контроля являются стандартной практикой при квалифицированной штамповке:
- Проверка координатно-измерительной машины (КИМ): Проверяет критические размеры по техническим чертежам с точностью до ±0,1 мм. Используется для проверки первого изделия и периодического отбора проб во время производства.
- Испытание на твердость (по Роквеллу/Виккерсу): Подтверждает, что термообработка после штамповки позволила достичь целевых механических свойств, особенно в компонентах AHSS, где распределение мартенситной фазы напрямую влияет на прочность.
- Проверка поверхности и кромок: Визуальная и тактильная проверка на наличие заусенцев, трещин и загрязнений поверхности, которые могут повлиять на посадку узла или ускорить коррозию в процессе эксплуатации.
- Тестирование солевого тумана: Оценивает систему защиты от коррозии (электронное покрытие, цинкование или фосфатирование), применяемую к стальным штамповкам. Стандартные автомобильные требования варьируются от 240 до 1000 часов воздействия солевого тумана без образования красной ржавчины.
- Разрушающее испытание на растяжение и изгиб: Проверяет механические свойства сварных соединений и критических зон изгиба, гарантируя отсутствие расслоений и трещин при концентрациях напряжений.
Соответствие системам качества (обычно IATF 16949 для поставщиков автомобилей) обеспечивает основу, в которой последовательно применяются эти методы проверки. Детали, поставляемые без этой сертификации, несут более высокий риск необнаруженных отклонений в процессе, что может привести к сбоям в эксплуатации или дорогостоящим отзывам.
Совместимость между положениями сидений и моделями автомобилей
Одно из практических преимуществ точности Металлические штампованные детали для автомобильного сиденья Применением является их адаптируемость к различным положениям сидений и архитектурам транспортных средств. Хотя геометрия деталей различается в конфигурациях водителя, пассажира и заднего сиденья, базовый производственный процесс и стандарты качества остаются неизменными.
Сиденья водителя и переднего пассажира
Штамповочные детали передних сидений являются наиболее конструктивно сложными и включают в себя точки крепления модулей боковых подушек безопасности, направляющие регулировки по высоте, продольные ползунки и крепления преднатяжителей ремней безопасности. Точность размеров этих интерфейсов имеет решающее значение: например, несовпадение монтажного отверстия кронштейна подушки безопасности может привести к ошибкам времени раскрытия, которые ставят под угрозу защиту пассажиров. Каркасы передних сидений также проходят самую строгую нормативную проверку в соответствии с протоколами краш-тестов.
Конструкции задних сидений
Штамповочные детали задних сидений часто имеют более широкое поперечное сечение и должны соответствовать механизмам складывания на платформах внедорожников и универсалов. Эти детали требуют жестких допусков на плоскостность, чтобы обеспечить равномерную нагрузку по линии складной петли и стабильное зацепление защелки. В трехрядных автомобилях каркасы сидений второго и третьего ряда часто используются в разных вариантах модели, что делает взаимозаменяемость деталей прямым фактором затрат, который эффективно поддерживается прецизионной штамповкой.
Во всех положениях сидений размеры сопряжения между штампованными компонентами рамы и прилегающими системами — зажимами из пенопласта, шестернями наклона спинки, болтами напольных направляющих — должны соответствовать основным стандартам автомобильной сборки. Детали, соответствующие этим размерам, могут быть интегрированы в программы новых автомобилей с минимальной модификацией инструментов, что сокращает время разработки и затраты на квалификацию как для OEM-производителей, так и для поставщиков послепродажного обслуживания.
Предыдущий пост
Проектирование матрицы для глубокой вытяжки: пуансон, матрица, зазор и руководство по многоступенчатому уменьшению
Следующий пост
Легкий вес и высокая точность: стратегии глубокой вытяжки, способствующие инновациям в области кузовных панелей электромобилей
Наш Продукты.
Начните свой бизнес с OEM-производителем прямо здесь!
Предоставление клиентам по всему миру комплексных решений «под ключ»
через
инновация!
БЫСТРЫЕ ССЫЛКИ
НОВОСТИ
КОНТАКТНАЯ ИНФОРМАЦИЯ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 № 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
№ 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
Авторское право © Сучжоу Shuangqisi Mold Equipment Co., Ltd. Все права защищены. Штамповочная матрица на заказ Производители штампов для штамповки металла
