-
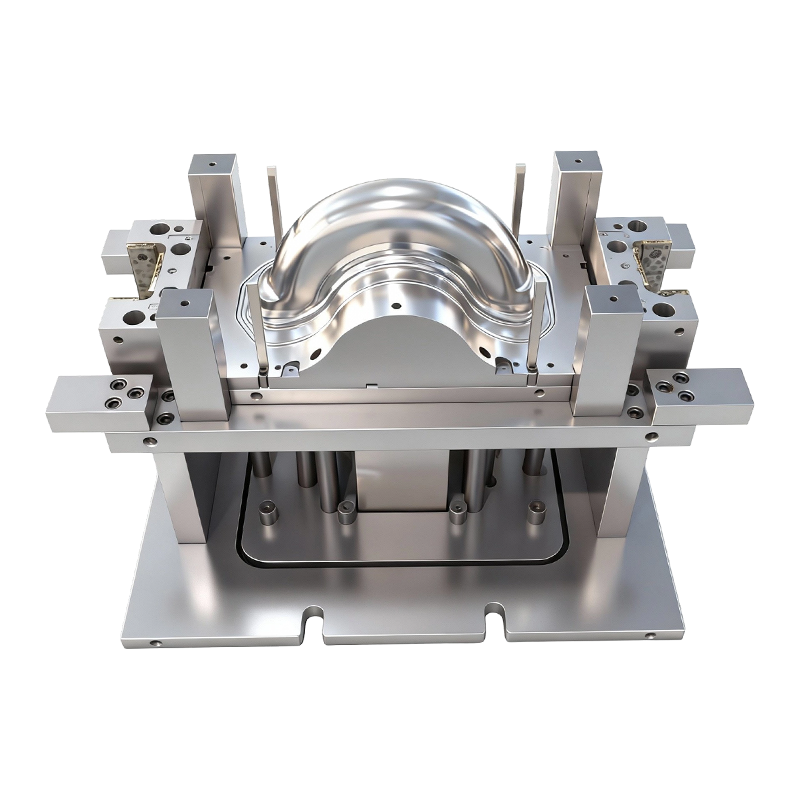
Пресс-форма для глубокой вытяжки передних и задних колес двухколесных электромобилей.
Эта форма глубокой вытяжки для передних и задни...
-
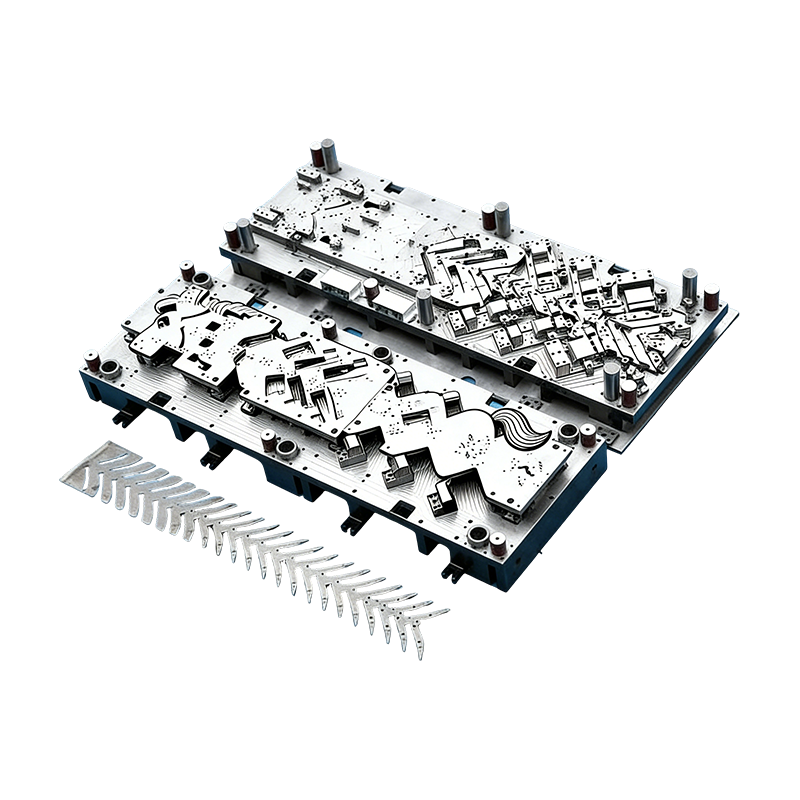
Прогрессивные формы для автомобильных деталей
Эта непрерывная пресс-форма для корпусов автомо...
-
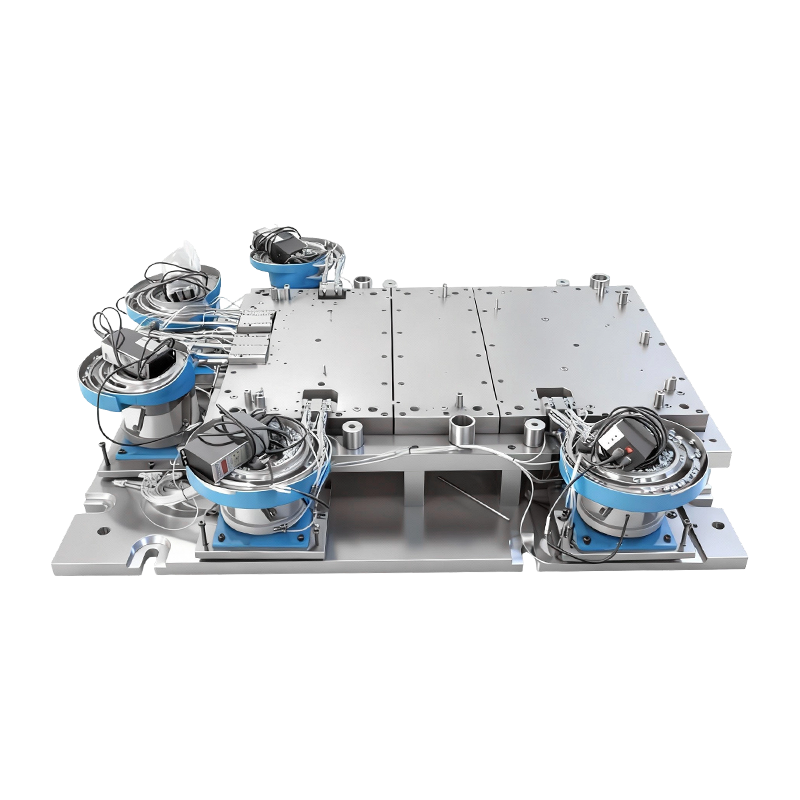
Автоматическая клепальная форма для большой компьютерной машины
Эта автоматическая клепальная форма для основан...
-
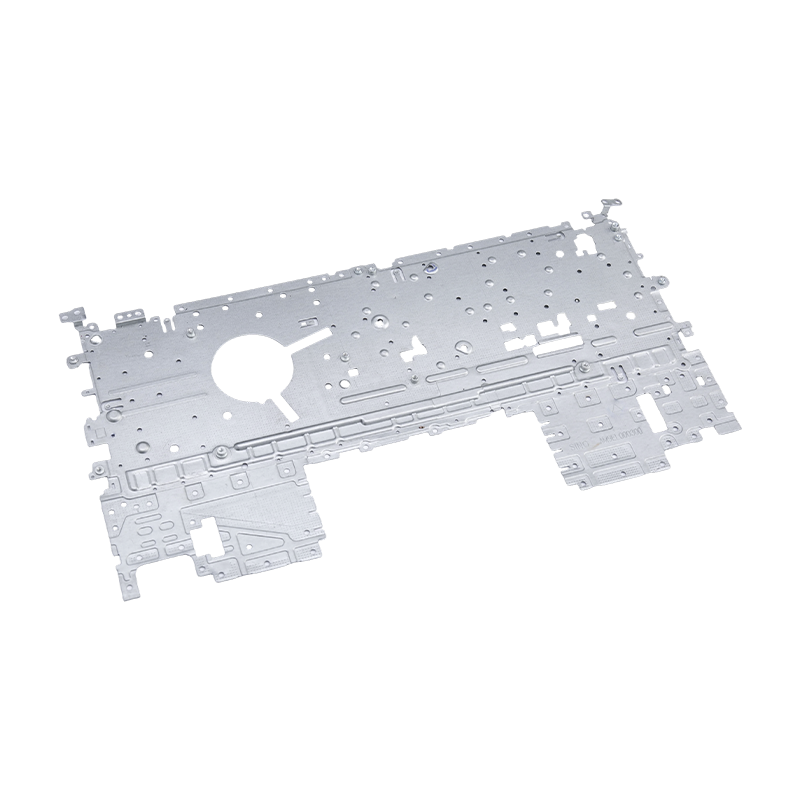
Штамповка деталей ноутбука
Наши штампованные детали для ноутбуков представ...
-
Высококачественные детали для штамповки в печи
Наши высококачественные детали для штамповки пе...
-
Высококачественные большие детали для компьютерной штамповки
Наши высококачественные детали для крупных комп...
Новости отрасли
Главная / Новости / Новости отрасли / В чем разница между прогрессивными и трансферными штампами для штамповки металла?
В чем разница между прогрессивными и трансферными штампами для штамповки металла?
2026-02-25
Как каждый тип матрицы перемещает материал через пресс
Самое фундаментальное различие между прогрессивными и трансферными штампами для штамповки металла заключается в том, как заготовка перемещается от одной станции формовки к другой. В прогрессивной матрице заготовка остается прикрепленной к исходной рулонной полосе на протяжении всей последовательности формования. Полоса продвигается с фиксированным шагом при каждом ходе пресса, проводя частично сформированные детали через последовательные станции — прошивку, прокалывание, гибку, вытяжку — до тех пор, пока готовая деталь не будет отрезана от каркаса на последней станции. Деталь никогда физически не отделяется от полосы до завершения формования, что означает, что полоса сама выступает в качестве носителя и опорной точки для каждой операции.
Трансфер штампы для штамповки металла действуют по принципиально другому принципу. Заготовка вырезается из рулона или листа на первой станции, а затем перемещается как свободная, независимая деталь от станции к станции с помощью системы передаточных пальцев с механическим или сервоприводом. Поскольку деталь больше не соединена с полосой, ее можно перемещать, переворачивать или переориентировать между станциями — движения, которые геометрически невозможны, когда заготовка все еще прикреплена к непрерывному держателю. Это различие в способах обращения с материалом является основной причиной почти всех остальных различий между двумя типами штампов с точки зрения возможностей, стоимости и применения.
Геометрия детали и сложность формовки
Прогрессивные штампы для штамповки металла лучше всего подходят для деталей с относительно плоским или неглубоким профилем. Поскольку деталь остается в полосе, общая высота любого сформированного элемента ограничивается необходимостью продолжать чистую подачу полосы через матрицу без загрязнения формованной геометрии соседними станциями или самой структурой матрицы. Для деталей со скромной глубиной вытяжки — кронштейнов, клемм, зажимов, пластин и тонкосекционного оборудования — это ограничение редко имеет значение, и естественным выбором является прогрессивная оснастка. Расположение полос часто можно спроектировать так, чтобы коэффициент использования материала превышал 75%, а отсутствие передаточного механизма означает меньшее количество механических компонентов и упрощение всей системы.
Трансфер metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Скорость, пропускная способность и объем производства
Прогрессивные штампы для штамповки металла постоянно превосходят штампы для переноса по количеству ходов в минуту. Поскольку здесь нет передаточного механизма для синхронизации — нет пальцев, которые можно было бы выдвигать, захватывать, перемещать и втягивать между ходами — прогрессивные штампы могут работать со скоростью от 200 до 1500 об/мин в зависимости от сложности детали и возможностей прессования. При крупносерийном производстве деталей малого и среднего размера, измеряемом миллионами штук в год, это преимущество в скорости приводит к решающему увеличению производительности, с которым трудно сравниться с любым другим методом штамповки.
Трансфер dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Сравнение стоимости инструмента, обслуживания и настройки
Инвестиции в оснастку и текущие расходы на техническое обслуживание существенно различаются между двумя типами штампов, и понимание этих различий имеет важное значение для принятия правильного решения о выборе поставщика.
| Фактор | Прогрессивные штампы для штамповки металла | Трансфер Metal Stamping Dies |
| Первоначальная стоимость оснастки | От умеренного до высокого | От высокого до очень высокого |
| Время установки на один запуск | Короткий — комплект с одной матрицей | Дольше — система передачи должна быть рассчитана и скорректирована. |
| Сложность обслуживания | Умеренная — заточка пуансона/матрицы, износ направляющей | Выше — передаточные пальцы, направляющие и ГРМ добавляют точки износа. |
| Гибкость смены матрицы | Ограничено — станции взаимозависимы | Выше — отдельные матрицы станций можно заменять независимо друг от друга. |
| Минимальный жизнеспособный объем | Высокий (амортизирует затраты в зависимости от объема) | От среднего до высокого |
Одним из преимуществ в обслуживании штампов для штамповки металла по сравнению с прогрессивными инструментами является возможность обслуживать или заменять отдельные штампы станции без восстановления всего инструмента. Поскольку каждая матрица станции представляет собой отдельный блок, изношенную волочильную станцию можно вытащить и переточить, в то время как остальные остаются на прессе. В прогрессивной матрице все станции интегрированы в единый составной узел, а это означает, что любое обслуживание, требующее разборки матрицы, влияет на весь инструмент и весь производственный цикл.
Разница в использовании материалов и проценте брака
Использование материала — еще одна область, в которой два типа штампов существенно различаются. Прогрессивные штампы для штамповки металла производят непрерывный скелет лома — оставшуюся полосу после удаления заготовок или готовых деталей — которую необходимо обрабатывать, измельчать и утилизировать или перерабатывать. В зависимости от геометрии детали и эффективности укладки полосы каркас лома может составлять 20–40% от общего веса рулона. Сложная компоновка полос с угловой вырубкой, чередующимися противоположными частями или многорядными конфигурациями могут значительно снизить эту цифру, но каркас является неизбежным побочным продуктом внутриполосной обработки.
Трансфер metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Выбор правильного типа матрицы для вашего применения
Выбор между прогрессивными и трансферными штампами для штамповки металла должен основываться на структурированной оценке требований к деталям, а не только на стоимости. Следующие критерии обеспечивают практические рамки принятия решений:
- Геометрия детали: Если деталь может быть полностью сформирована, оставаясь при этом плоской в полосе (все элементы доступны сверху или снизу без изменения положения), подходят прогрессивные инструменты. Если деталь требует формовки на нескольких гранях, глубокой вытяжки, превышающей соотношение глубины к диаметру примерно 1:1, или операций на нижней стороне фланца, требуется инструмент для переноса.
- Объем производства: Очень большие годовые объемы (обычно более 500 000 штук в год для деталей средней сложности) отдают предпочтение прогрессивным штампам, поскольку преимущество в скорости значительно снижает затраты времени на прессование каждой детали. Трансферные штампы более экономичны для умеренных объемов, когда геометрия детали делает невозможным прогрессивную оснастку.
- Размер детали: Детали большого формата — те, которые превышают примерно 400 мм в любом измерении — становятся непрактичными для прогрессивных штампов, поскольку требования к полученной длине штампа и ширине рулона превышают типичные возможности пресса и обработки рулонов. Линии переноса обрабатывают большие детали более практично, используя отдельные штампы, соответствующие размеру детали, а не один удлиненный прогрессивный инструмент.
- Требования к точности размеров: Прогрессивные матрицы фиксируют деталь с помощью направляющих штифтов, входящих в отверстия в полосе, а передаточные матрицы позиционируют отдельные заготовки с помощью элементов детали или гнездового инструмента на каждой станции. Для деталей, в которых допуск на межэлементное положение меньше ±0,05 мм, стратегия расположения каждого типа штампа должна быть тщательно оценена с учетом накопления допусков, которое она создаст.
- Будущая гибкость дизайна: Если ожидается, что конструкция детали изменится в течение жизненного цикла продукта, инструменты для переноса обеспечивают большую адаптируемость, поскольку отдельные штампы станции можно модифицировать независимо. Изменение функции прогрессивной матрицы часто требует одновременной модернизации нескольких взаимозависимых станций.
На практике решение редко принимается изолированно. Опытный производитель штампов вместе оценит чертеж детали, прогноз годового объема, доступные ресурсы пресса и требования к последующей сборке, прежде чем рекомендовать стратегию оснастки. Как прогрессивные, так и трансферные штампы для штамповки металла представляют собой зрелые, хорошо изученные технологии. Ключом является соответствие правильной технологии конкретным требованиям применения, а не выбор по умолчанию наиболее знакомого подхода.

Предыдущий пост
Сравнение затрат: детали для штамповки металла и детали для волочения металла в 2026 году
Следующий пост
Автомобильная промышленность штамповочных штампов открывает новый виток технологических обновлений.
Наш Продукты.
Начните свой бизнес с OEM-производителем прямо здесь!
Предоставление клиентам по всему миру комплексных решений «под ключ»
через
инновация!
БЫСТРЫЕ ССЫЛКИ
НОВОСТИ
КОНТАКТНАЯ ИНФОРМАЦИЯ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 № 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
№ 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
Авторское право © Сучжоу Shuangqisi Mold Equipment Co., Ltd. Все права защищены. Штамповочная матрица на заказ Производители штампов для штамповки металла
