
-
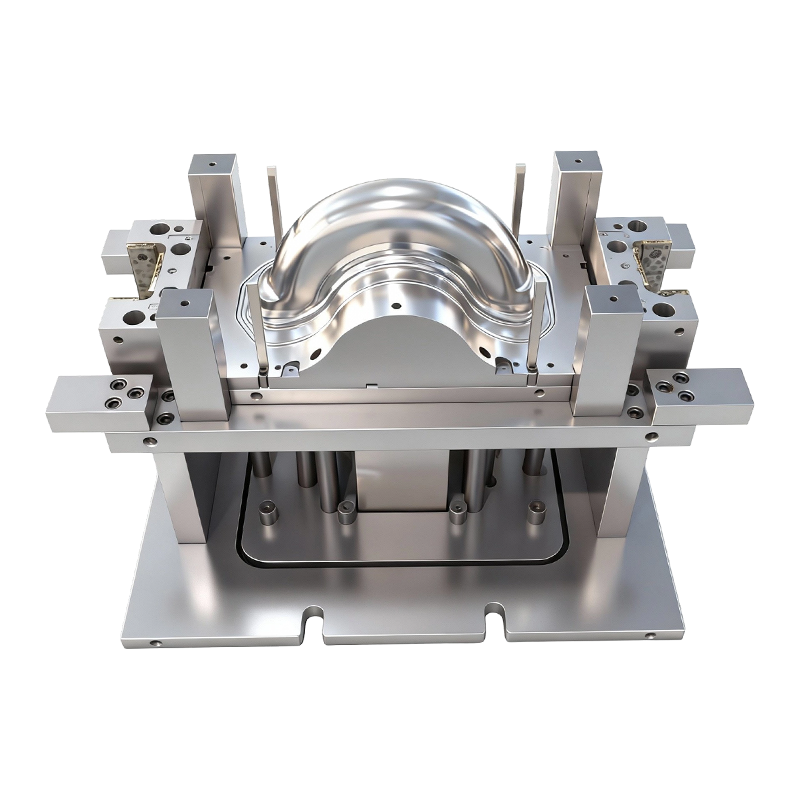
Пресс-форма для глубокой вытяжки передних и задних колес двухколесных электромобилей.
Эта форма глубокой вытяжки для передних и задни...
-
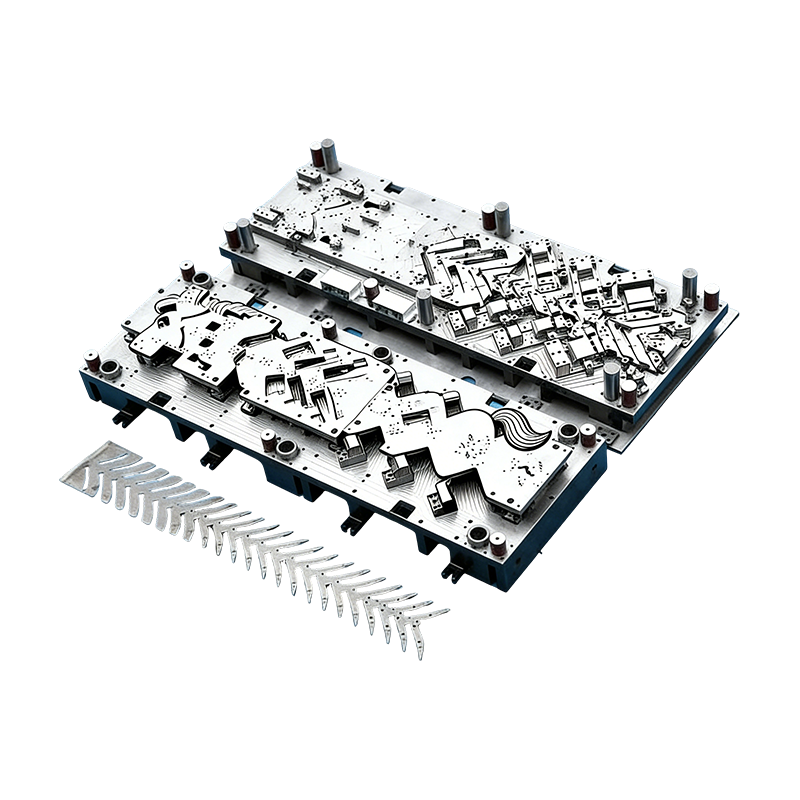
Прогрессивные формы для автомобильных деталей
Эта непрерывная пресс-форма для корпусов автомо...
-
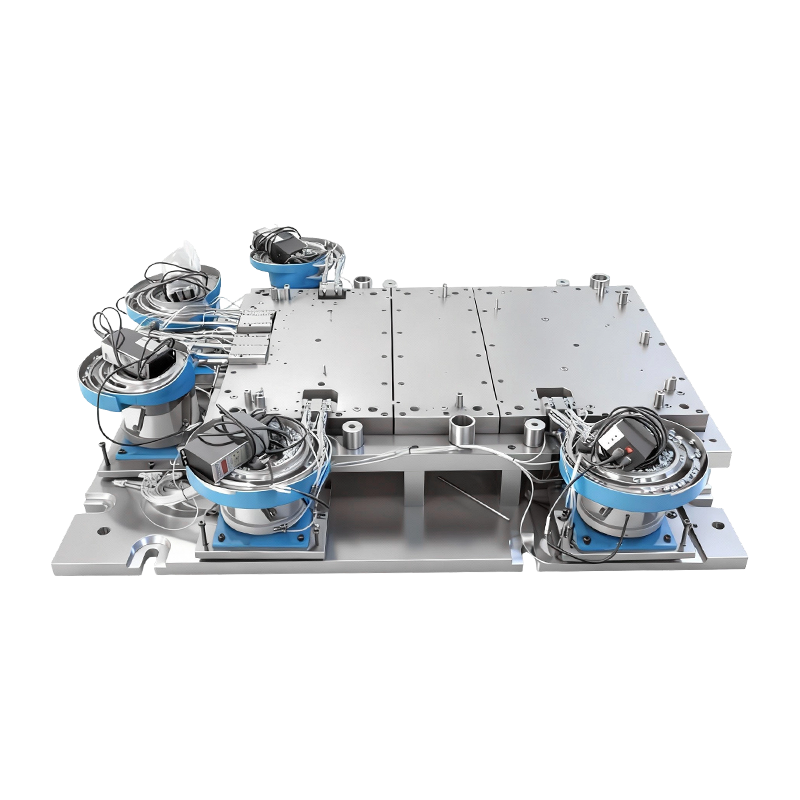
Автоматическая клепальная форма для большой компьютерной машины
Эта автоматическая клепальная форма для основан...
-
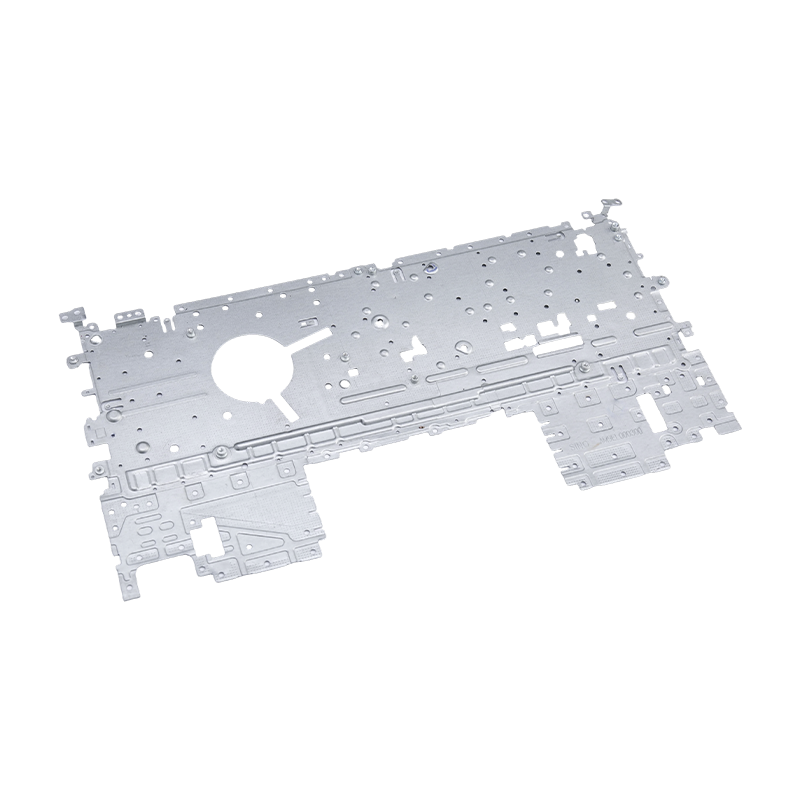
Штамповка деталей ноутбука
Наши штампованные детали для ноутбуков представ...
-
Высококачественные детали для штамповки в печи
Наши высококачественные детали для штамповки пе...
-
Высококачественные большие детали для компьютерной штамповки
Наши высококачественные детали для крупных комп...
Новости отрасли
Главная / Новости / Новости отрасли / Руководство по штамповке металлических штампов для глубокой вытяжки автомобильных деталей
Руководство по штамповке металлических штампов для глубокой вытяжки автомобильных деталей
2026-03-30
Основы глубокой вытяжки в штампах для штамповки металлов
В сложном мире производства Штамповочные штампы по металлу служат основой для массового производства точных металлических компонентов. Среди различных типов штамповочных операций выделяется глубокая вытяжка как важнейший процесс преобразования плоского листового металла в трехмерные полые формы. В отличие от простого изгиба или резки, глубокая вытяжка предполагает сложное взаимодействие сил, при котором пуансон вдавливает металлическую заготовку в полость штампа. Основная цель — контролировать поток материала, гарантируя, что лист растянется и приобретет желаемую геометрию без ущерба для его структурной целостности или однородности толщины. Этот процесс необходим для создания деталей, требующих значительной глубины относительно их диаметра, что является обычным требованием в различных отраслях промышленности, от потребительских товаров до тяжелого машиностроения.
Механика глубокой вытяжки во многом зависит от пластической деформации материала. По мере опускания пуансона металлическая заготовка протягивается по радиусу матрицы. Область заготовки, лежащая над отверстием матрицы, становится стенкой стакана или детали, а внешний фланец вытягивается радиально внутрь. Это радиальное волочение приводит к уменьшению диаметра фланца, что естественным образом вызывает сжимающие окружные напряжения. Если этими напряжениями не управлять правильно, материал будет деформироваться, что приведет к образованию морщин. И наоборот, если растягивающее напряжение в стенке чашки превышает предел текучести материала, деталь порвется или треснет. Таким образом, конструкция металлических штампов для глубокой вытяжки – это не только форма; речь идет об управлении стрессом.
Контроль потока материалов и предотвращение дефектов
Чтобы добиться успешной глубокой вытяжки, инженеры должны тщательно контролировать такие параметры, как сила держателя заготовки и зазор матрицы. Держатель заготовки или прижимная площадка прикладывает определенное усилие к фланцу заготовки. Эта сила представляет собой тонкий баланс: она должна быть достаточно высокой, чтобы материал не сморщивался при движении внутрь, но достаточно низкой, чтобы материал мог свободно скользить в полость матрицы. Если сила слишком велика, материал не может течь, что приводит к утончению и возможному разрушению радиуса пуансона. Если оно слишком низкое, сжимающие напряжения во фланце вызывают неприглядные и структурно слабые морщины.
Зазор матрицы является еще одним ключевым фактором. Это относится к зазору между пуансоном и стенкой штампа. При стандартной глубокой вытяжке зазор обычно немного больше толщины листа, чтобы материал мог растекаться без чрезмерного глажения. Однако в процессах, известных как «утончение, глубокая вытяжка» или «глажение», зазор намеренно устанавливается меньшим, чем исходная толщина материала. Это уменьшает толщину стенки и увеличивает высоту детали, одновременно улучшая качество поверхности и точность размеров. Чтобы облегчить этот поток и уменьшить трение, которое приводит к нагреву и износу, решающее значение имеет смазка. Усовершенствованные смазочные материалы и поверхностные покрытия самой матрицы помогают продлить срок службы матрицы и обеспечить стабильное качество деталей.
Распространенные дефекты и решения
- Морщинистость: Вызвано чрезмерным сжимающим напряжением во фланце. Решается увеличением силы держателя заготовки или использованием натяжных валиков для ограничения потока.
- Перелом/Разрыв: Возникает, когда растягивающее напряжение превышает пределы материала. Решается увеличением зазора матрицы, улучшением смазки или отжигом материала для восстановления пластичности.
- Колошение: Неравномерная высота в верхней части вытянутой детали из-за анизотропии структуры зерен металла. Контролируется путем оптимизации ориентации заготовки или операций обрезки.
Интеграция с прогрессивными пресс-формами для автомобильных деталей
В то время как одноэтапная глубокая вытяжка характерна для больших и простых деталей, автомобильная промышленность часто требует крупносерийного производства сложных компонентов. Именно здесь прогрессивные пресс-формы для автомобильных деталей становятся незаменимыми. При установке прогрессивной матрицы полоса металла проходит через несколько станций внутри одной матрицы. Каждая станция выполняет разные операции — прошивку, гибку и волочение — до тех пор, пока на последней станции не будет изготовлена готовая деталь. Интеграция глубокой вытяжки в прогрессивную матрицу технически сложна, поскольку материал необходимо перемещать между станциями, не искажая форму вытяжки.
Производители автомобилей используют эти прогрессивные формы для создания всего: от небольших кронштейнов разъемов до более крупных структурных элементов. Например, производство компонентов топливной системы или деталей выхлопной системы часто включает в себя ряд этапов волочения в рамках последовательной линии. Преимущество заключается в скорости и последовательности. Автоматизируя переход детали с одного этапа чертежа на другой, производители могут производить тысячи деталей в час с минимальным вмешательством человека. Однако конструкция прогрессивных пресс-форм для автомобильных деталей требует тщательного рассмотрения «несущей полосы», которая удерживает деталь при ее движении через матрицу. Носитель должен быть достаточно прочным, чтобы выдерживать силы тяги, но при этом легко отделяться от готовой детали.
Усовершенствованное проектирование конструкций для сложной геометрии
По мере того, как автомобильные конструкции становятся более аэродинамичными, а правила безопасности ужесточаются, геометрическая сложность штампованных деталей увеличивается. Стандартные матрицы для глубокой вытяжки часто не могут обеспечить требуемую глубину или форму за один проход. Поэтому для удовлетворения этих технических требований были разработаны специализированные конструктивные решения. Эти конструкции позволяют выполнять многоэтапную формовку за один ход пресса или за несколько операций, гарантируя эффективное изготовление даже самых сложных полых деталей.
| Тип штампа | Функция | Приложение |
| Инвертированная первоначальная глубокая вытяжка | Пуансон движется вверх, а матрица перемещается вниз, первоначально формируя деталь изнутри наружу. | Используется для деталей, требующих высокой стабильности на первом этапе формовки. |
| Реверсивный рисунок без держателя | Перетягивает деталь в противоположном направлении без традиционного держателя заготовки, полагаясь на геометрию штампа. | Идеально подходит для уменьшения диаметра при одновременном увеличении высоты на последующих этапах. |
| Чертеж с двойной матрицей для прореживания | Используются две концентрические матрицы, позволяющие значительно уменьшить толщину стенки и одновременно удлинить деталь. | Производство баллонов высокого давления или прецизионных автомобильных корпусов. |
Техники обратного рисования
Обратное рисование — это мощный метод, используемый, когда деталь необходимо нарисовать глубже, чем позволяет материал, за одну прямую вытяжку. В этом процессе частично вытянутая чашка выворачивается наизнанку или вытягивается в противоположном направлении на следующей станции. Это по-разному упрочняет материал и позволяет добиться большего соотношения глубины и диаметра. Здесь особенно полезны штампы обратной глубокой вытяжки без держателя, поскольку они упрощают конструкцию инструмента, сохраняя при этом контроль над потоком материала во время процесса инверсии.
Увеличение срока службы матрицы и качества поверхности
Долговечность Штамповочные штампы по металлу напрямую коррелирует с качеством поверхности изготавливаемых деталей и экономичностью производственной линии. Глубокая вытяжка предполагает значительное трение и давление, что может привести к истиранию (прилипанию материала к матрице) и износу. Чтобы бороться с этим, современное производство штампов использует передовые методы полировки и нанесения покрытия. Полировка радиусов матрицы до зеркального блеска снижает трение, позволяя металлу течь плавно. Кроме того, на рабочие поверхности штампа наносятся такие покрытия, как нитрид титана (TiN) или алмазоподобный углерод (DLC).
Эти покрытия обеспечивают твердую поверхность с низким коэффициентом трения, устойчивую к истиранию и коррозии. В контексте прогрессивных пресс-форм для автомобильных деталей, где время безотказной работы имеет решающее значение, матрицы с покрытием сокращают частоту остановок для технического обслуживания и процент брака деталей. Кроме того, решающее значение имеет выбор материалов штампа. Высокоуглеродистые инструментальные стали с высоким содержанием хрома часто используются из-за их износостойкости, а вставки из карбида вольфрама могут использоваться в больших объемах работ, где требуется исключительная долговечность. Сочетая прочную конструкцию конструкции с технологией обработки поверхности, производители могут гарантировать, что штампы для глубокой вытяжки будут надежно работать в течение миллионов циклов.
Применение в современном автомобилестроении
Технология глубокой вытяжки широко применяется в автомобильной промышленности. Одним из наиболее классических примеров является производство автомобильных топливных баков. Этим компонентам требуются сложные полые формы, способные выдерживать внутреннее давление и внешнее воздействие. Глубокая вытяжка позволяет создавать эти бесшовные контейнеры из листового металла, обеспечивая герметичность. Точно так же эмалированные раковины и раковины, а также товары народного потребления используют одни и те же принципы производства, что демонстрирует универсальность процесса.
В эпоху электромобилей спрос на детали глубокой вытяжки резко возрос. В корпусах аккумуляторов, корпусах двигателей и структурных аварийных коробках часто используются процессы глубокой вытяжки для получения легких, но прочных корпусов. Возможность утончать материал в процессе вытяжки (утончение и глубокая вытяжка) помогает снизить общий вес автомобиля, что имеет решающее значение для увеличения запаса хода аккумулятора. По мере того как отрасль переходит на более легкие материалы, такие как алюминий и высокопрочная сталь, роль специализированных штампов для штамповки металла становится еще более заметной. Инженеры должны адаптировать конструкцию штампов с учетом различных характеристик упругости и пределов формуемости этих современных сплавов, гарантируя, что следующее поколение транспортных средств будет одновременно безопасным и эффективным.
Предыдущий пост
Прецизионные штампы для электроники и бытовой техники: высокоэффективные производственные решения в 2026 году
Следующий пост
Metal Stamping & Drawing Parts Guide
Наш Продукты.
Начните свой бизнес с OEM-производителем прямо здесь!
Предоставление клиентам по всему миру комплексных решений «под ключ»
через
инновация!
БЫСТРЫЕ ССЫЛКИ
НОВОСТИ
КОНТАКТНАЯ ИНФОРМАЦИЯ.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 № 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
№ 118 Yexin Road, зона экономического развития Уцзян, Сучжоу, Китай
Авторское право © Сучжоу Shuangqisi Mold Equipment Co., Ltd. Все права защищены. Штамповочная матрица на заказ Производители штампов для штамповки металла
